上海交通大学学报 ›› 2022, Vol. 56 ›› Issue (6): 784-793.doi: 10.16183/j.cnki.jsjtu.2021.173
所属专题: 《上海交通大学学报》2022年“机械与动力工程”专题
曹拯1, 雷学林1( ), 张航1, 蔡晓江2
), 张航1, 蔡晓江2
收稿日期:2021-05-21
出版日期:2022-06-28
发布日期:2022-07-04
通讯作者:
雷学林
E-mail:xuelinlei@ecust.edu.cn
作者简介:曹 拯(1997-),男,湖北省十堰市人,硕士生,主要从事切削理论与刀具的研究.
基金资助:
CAO Zheng1, LEI Xuelin1(), ZHANG Hang1, CAI Xiaojiang2
Received:2021-05-21
Online:2022-06-28
Published:2022-07-04
Contact:
LEI Xuelin
E-mail:xuelinlei@ecust.edu.cn
摘要:
研究了冷风微量润滑辅助的多孔聚酰亚胺材料切削加工性能,并探讨了切削加工工艺参数对多孔材料切削加工效果(切削力、表面加工质量及含油率)的影响规律.结果表明,相较于干切削和低温冷风切削,冷风微量润滑切削的切削温度及已加工表面粗糙度最低,多孔流道损伤最小.切削深度和进给量分别是对铣削力和表面粗糙度影响最大的因素.切屑毛边、撕裂等缺陷是导致表面粗糙度增大的主要因素.工件表面存在的拉丝、微裂纹、堆叠及微小碎屑附着等缺陷是材料含油率及输油率降低的根本原因.正交实验获得冷风微量润滑辅助条件下多孔聚酰亚胺材料最优加工参数:切削速度vc=(85±5) mm/min,进给量fz=(0.28±0.02) mm/r,切削深度ap=(0.8±0.1) mm.冷风微量润滑切削技术可以实现多孔聚酰亚胺材料的低损伤加工,获得高含油率及高输油率的保持架产品.
中图分类号:
曹拯, 雷学林, 张航, 蔡晓江. 聚酰亚胺的冷风微量润滑辅助切削工艺[J]. 上海交通大学学报, 2022, 56(6): 784-793.
CAO Zheng, LEI Xuelin, ZHANG Hang, CAI Xiaojiang. Cryogenic Minimal Quantity Lubrication Assisted Cutting Process for Polyimide Materials[J]. Journal of Shanghai Jiao Tong University, 2022, 56(6): 784-793.

图1
工件及刀具实物图
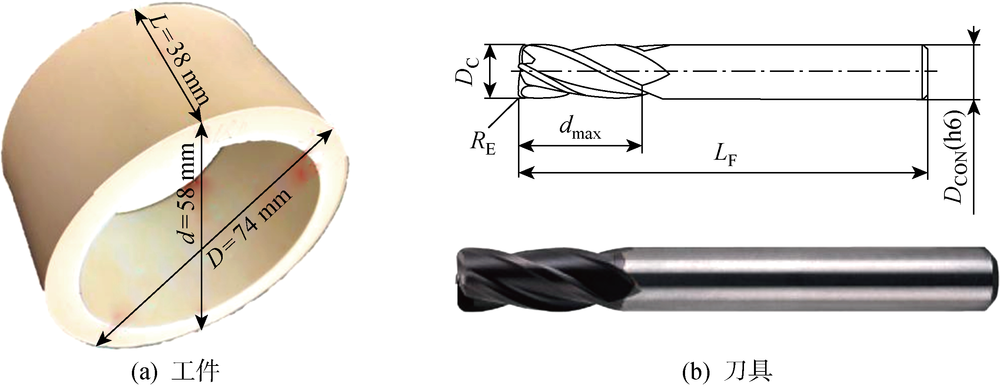
表1
多孔聚酰亚胺及硬质合金热力物理性能
| 材料物理参数 | 工件 | 刀具 |
|---|---|---|
| 密度ρ/(kg·m-3) | 1400 | 14500 |
| 弹性模量E/GPa | 3.61 | 640 |
| 泊松比ν | 0.34 | 0.22 |
| 热传导率k/(W·m-1·K-1) | 0.85 | 75.4 |
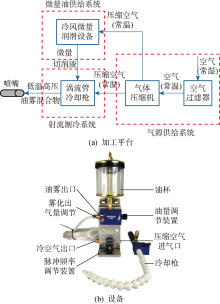
图2
冷风微量润滑系统
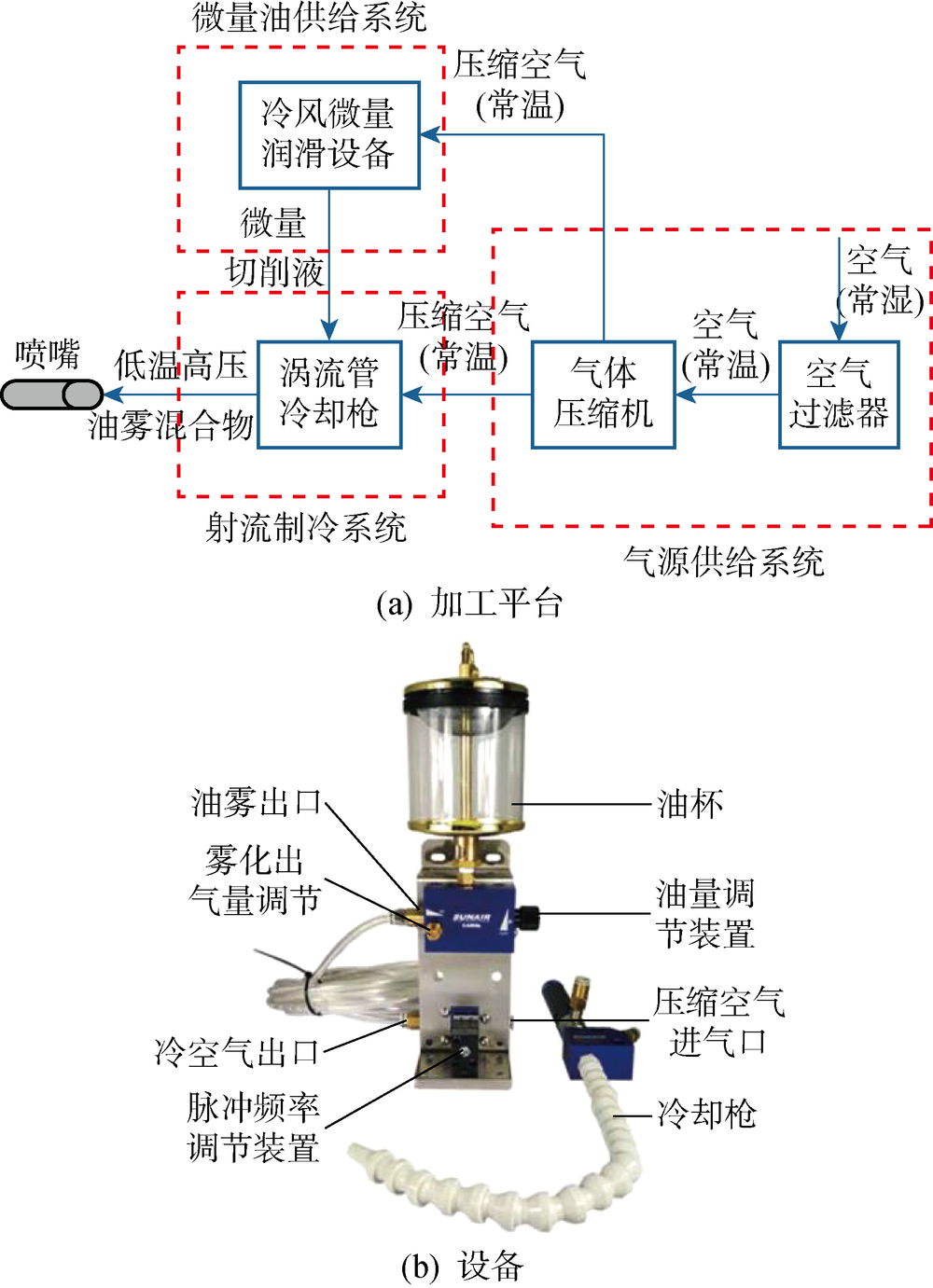
表2
冷风微量润滑设备参数
| 参数 | 取值 |
|---|---|
| 入口压力/MPa | 0.69 |
| 耗气量/(L·min-1) | 420 |
| 制冷量/W | 293 |
| 冷气温度/℃ | -5~-10 |
| 耗油量/(mL·h-1) | 50~400 |
| 油桶容积/mL | 600 |

图3
多孔聚酰亚胺CMQL切削实验平台
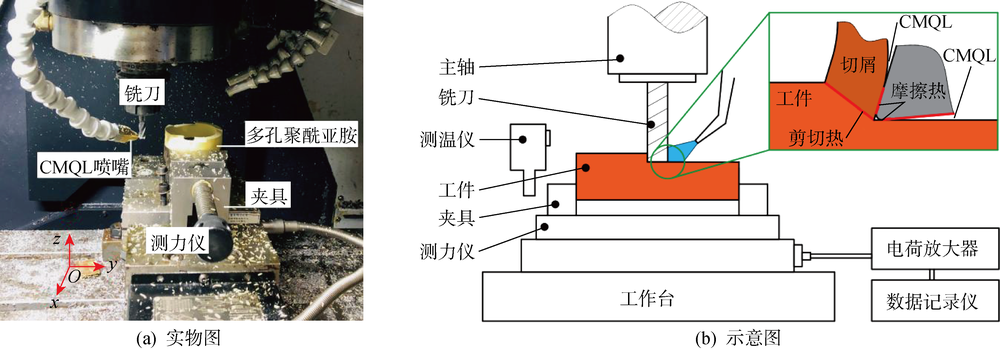
表3
不同润滑条件下铣削参数
| 组号 | 切削润滑 条件 | 切削速度vc/ (m·min-1) | 进给量fz/ (mm·r-1) | 轴向深度 ap/mm | 径向深度 ae/mm |
|---|---|---|---|---|---|
| A | 干切削 | 90 | 0.2 | 1.0 | 4 |
| B | 低温冷风切削 | 90 | 0.2 | 1.0 | 4 |
| C | CMQL | 90 | 0.2 | 1.0 | 4 |

图4
不同润滑方式下的切削温度
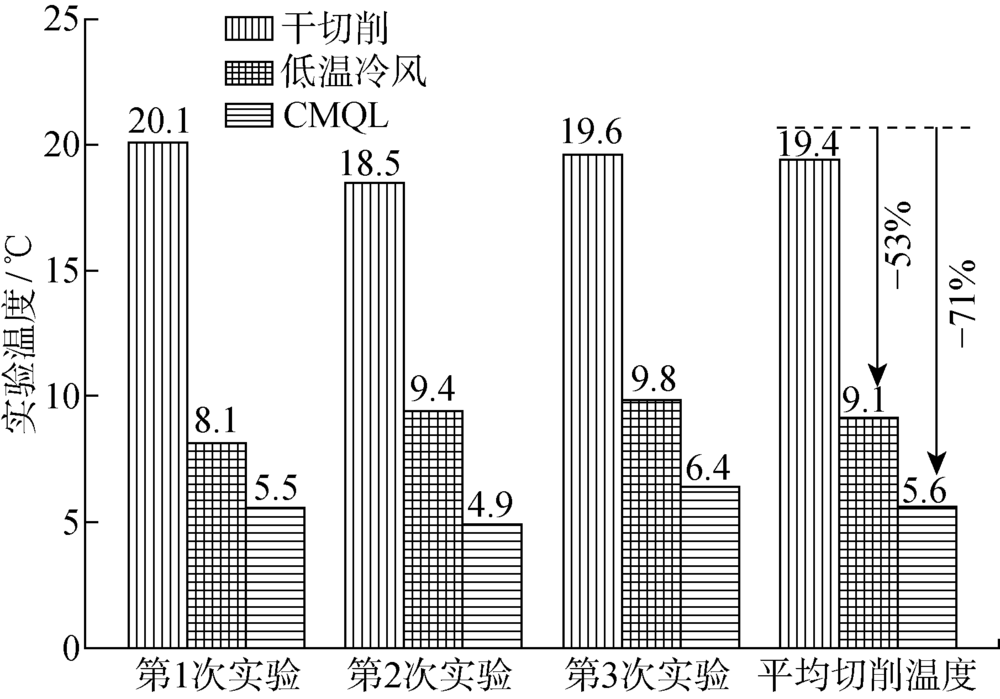
图5
不同润滑方式下的已加工表面粗糙度
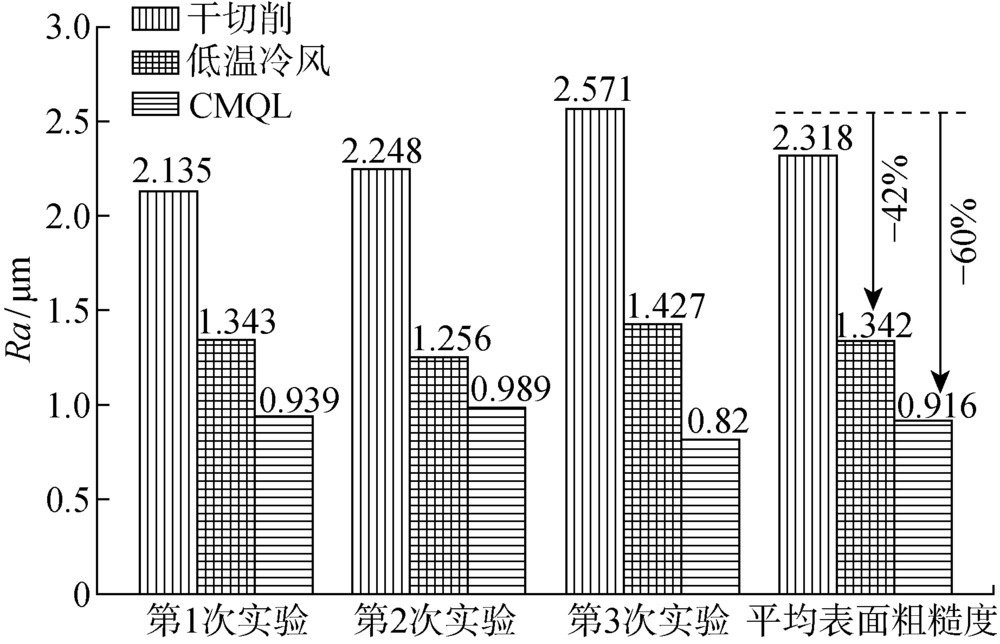
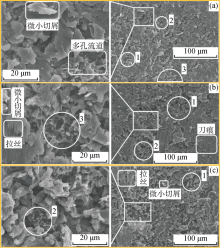
图6
不同润滑方式下的工件微观形貌
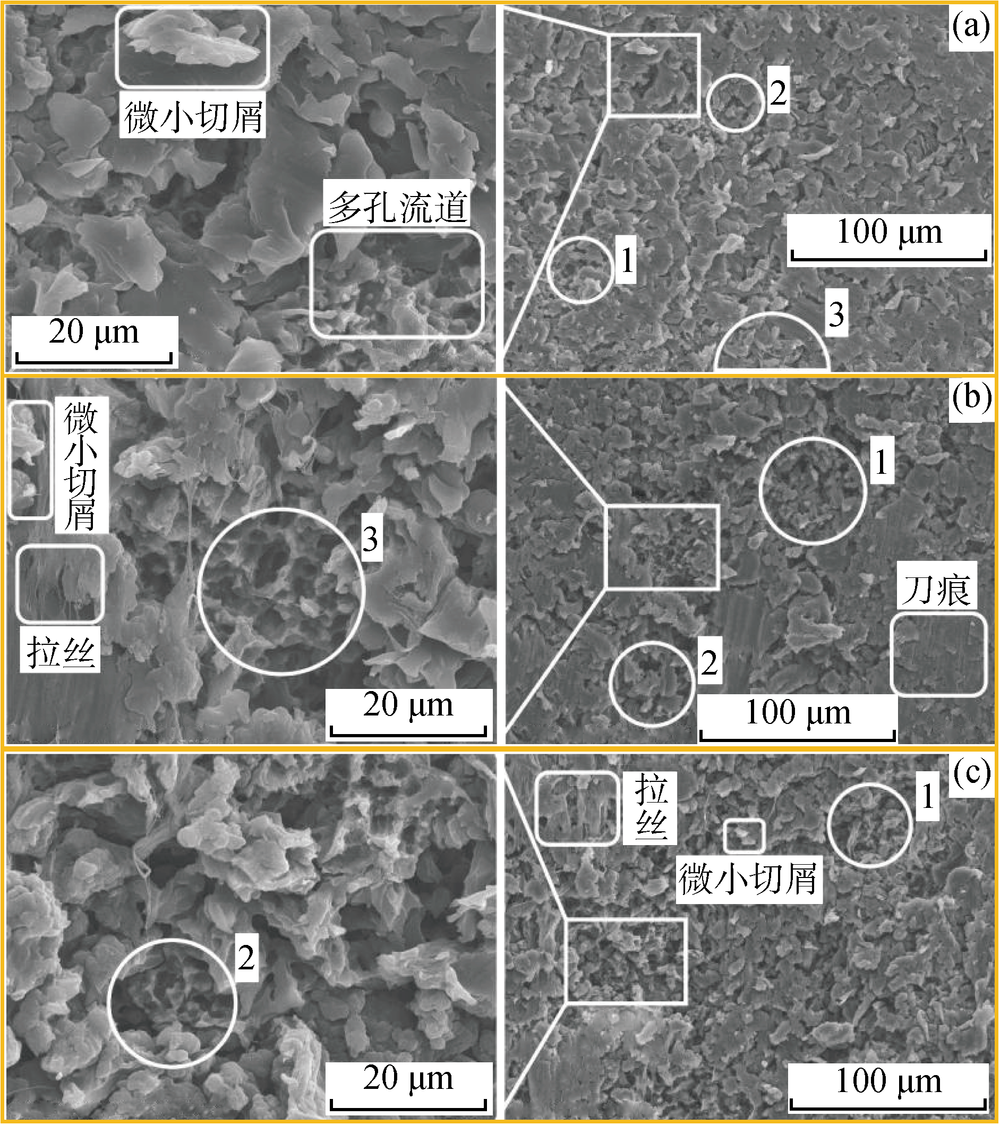
表4
正交实验参数
| 组号 | 切削速度 vc/(m·min-1) | 进给量 fz/(mm·r-1) | 轴向深度 ap/mm | 径向深度 ae/mm |
|---|---|---|---|---|
| 1 | 75 | 0.10 | 0.5 | 4 |
| 2 | 75 | 0.25 | 1.0 | 4 |
| 3 | 75 | 0.40 | 1.5 | 4 |
| 4 | 100 | 0.10 | 1.0 | 4 |
| 5 | 100 | 0.25 | 1.5 | 4 |
| 6 | 100 | 0.40 | 0.5 | 4 |
| 7 | 125 | 0.10 | 1.5 | 4 |
| 8 | 125 | 0.25 | 0.5 | 4 |
| 9 | 125 | 0.40 | 1.0 | 4 |

图7
不同切削参数时的铣削合力对比

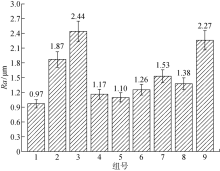
图8
不同切削参数时的表面粗糙度对比
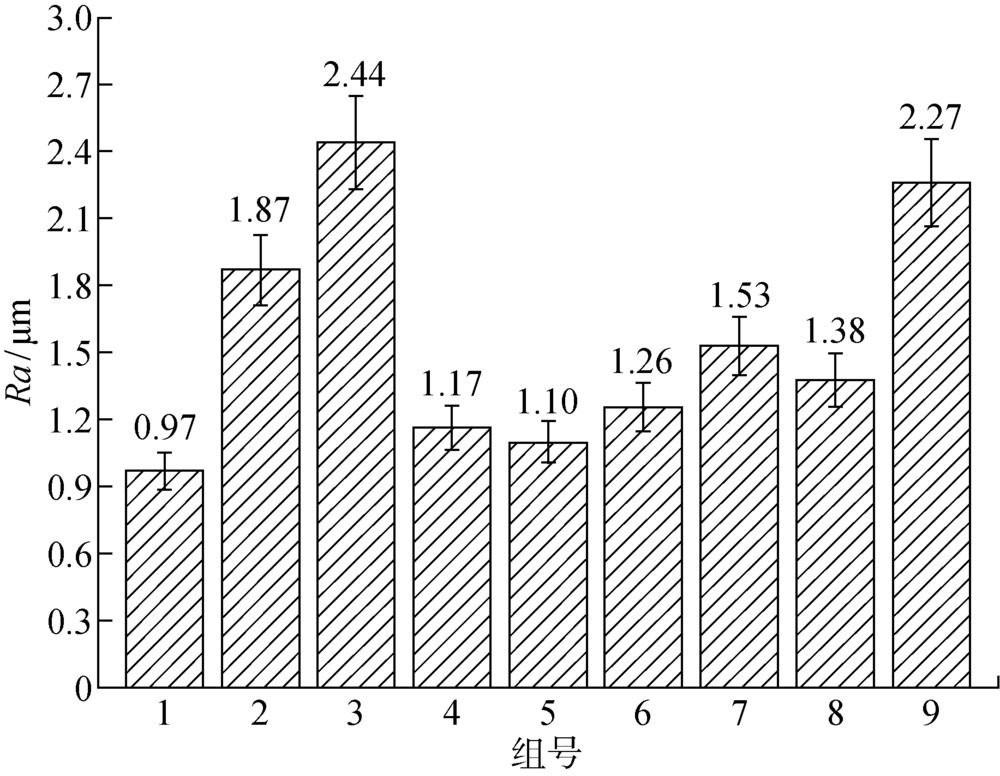

图9
不同切削参数时的切屑形态(mm)
图10
不同切削参数下的工件表面形貌图
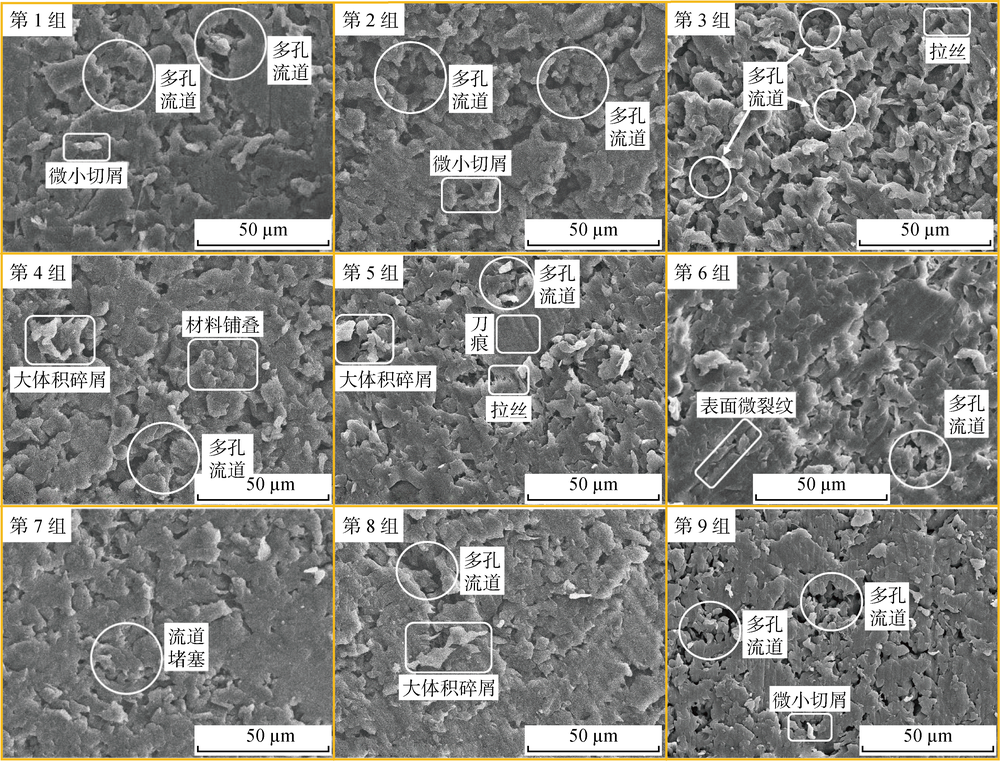
图11
样件的含油率及输油率
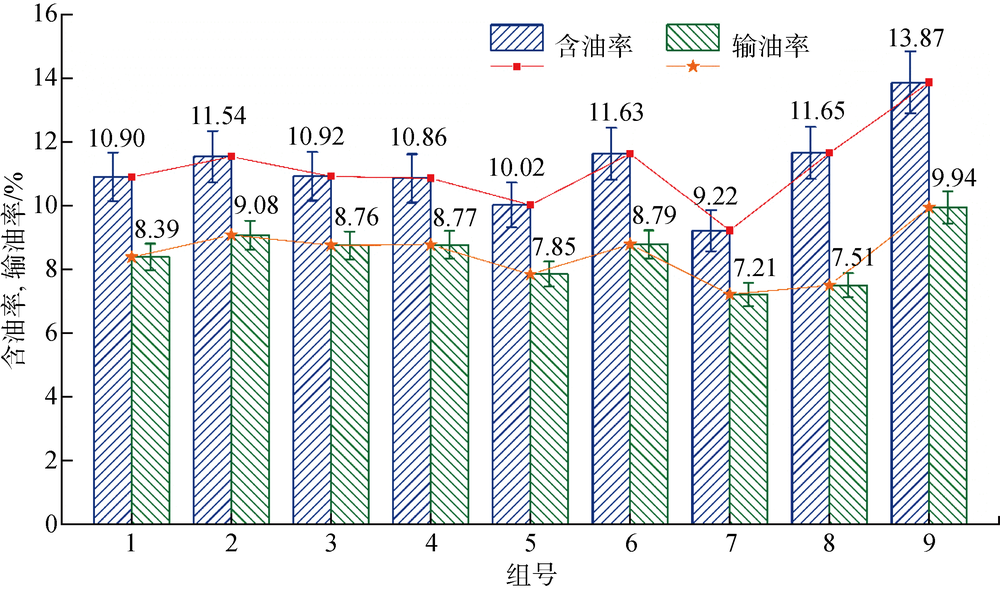
表6
切削参数优选表
| 实验指标 | vc/ (m·min-1) | fz/ (mm·r-1) | ap/mm | 综合 占比/% |
|---|---|---|---|---|
| 切削力 | 100 | 0.4 | 0.5 | 10 |
| 表面粗糙度 | 100 | 0.1 | 0.5 | 30 |
| 切屑形态 | 75 | 0.1 | 0.5 | 10 |
| 微观形貌 | 75 | 0.4 | 1.5 | 10 |
| 含油率 | 75 | 0.4 | 1.0 | 40 |
| 最佳铣削参数 | 85 | 0.28 | 0.8 | - |
| [1] |
JIANG X, BIN Y, MATSUO M. Electrical and mechanical properties of polyimide-carbon nanotubes composites fabricated by in situ polymerization[J]. Polymer, 2005, 46(18): 7418-7424.
doi: 10.1016/j.polymer.2005.05.127 URL |
| [2] |
WANG J, ZHOU W, LUO F, et al. Mechanical performance of nanosilica filled quartz fiber/polyimide composites at room and elevated temperatures[J]. Journal of Materials Science, 2017, 52(20): 12207-12220.
doi: 10.1007/s10853-017-1341-x URL |
| [3] | FUSARO R. Lubrication of space systems[J]. Lubrication Engineering, 1994, 51(3): 1-28. |
| [4] |
RUAN H, ZHANG Y, LI S, et al. Effect of temperature on the friction and wear performance of porous oil-containing polyimide[J]. Tribology International, 2021, 157: 106891.
doi: 10.1016/j.triboint.2021.106891 URL |
| [5] |
袁松梅, 韩文亮, 朱光远, 等. 绿色切削微量润滑增效技术研究进展[J]. 机械工程学报, 2019, 55(5): 175-185.
doi: 10.3901/JME.2019.05.175 |
|
YUAN Songmei, HAN Wenliang, ZHU Guangyuan. Recent progress on the efficiency increasing methods of minimum quantity lubrication technology in green cutting[J]. Journal of Mechanical Engineering, 2019, 55(5): 175-185.
doi: 10.3901/JME.2019.05.175 |
|
| [6] | 袁松梅, 刘思, 严鲁涛. 低温微量润滑技术在几种典型难加工材料加工中的应用[J]. 航空制造技术, 2011(14): 45-47. |
| YUAN Songmei, LIU Si, YAN Lutao. Application of CA-MQL technology to several typical difficult-to-machine material machining[J]. Aeronautical Manufacturing Technology, 2011(14): 45-47. | |
| [7] | 郑祝堂. 论绿色切削加工技术[J]. 新疆石油学院学报, 2001, 13(2): 63-66. |
| ZHENG Zhutang. Green machining technology in metal cutting[J]. Journal of Xinjiang Petroleum Institute, 2001, 13(2): 63-66. | |
| [8] | THEW M T, SMYTH I C. Development and performance of oil-water hydrocyclone separators: A review[M]. London: Institute of Materials, Minerals and Mining, 1998. |
| [9] |
袁松梅, 朱光远, 王莉. 绿色切削微量润滑技术润滑剂特性研究进展[J]. 机械工程学报, 2017, 53(17): 131-140.
doi: 10.3901/JME.2017.17.131 |
|
YUAN Songmei, ZHU Guangyuan, WANG Li. Recent progress on lubricant characteristics of minimum quantity lubrication (MQL) technology in green cutting[J]. Journal of Mechanical Engineering, 2017, 53(17): 131-140.
doi: 10.3901/JME.2017.17.131 |
|
| [10] |
SHARMA A K, TIWARI A K, DIXIT A R. Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: A comprehensive review[J]. Journal of Cleaner Production, 2016, 127: 1-18.
doi: 10.1016/j.jclepro.2016.03.146 URL |
| [11] |
WANG Y, LI C, ZHANG Y, et al. Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils[J]. Journal of Cleaner Production, 2016, 127: 487-499.
doi: 10.1016/j.jclepro.2016.03.121 URL |
| [12] |
SU Y, GONG L, LI B, et al. Performance evaluation of nanofluid MQL with vegetable-based oil and ester oil as base fluids in turning[J]. The International Journal of Advanced Manufacturing Technology, 2015, 83(9/10/11/12): 2083-2089.
doi: 10.1007/s00170-015-7730-x URL |
| [13] |
WANG Y, LI C, ZHANG Y, et al. Experimental evaluation of the lubrication properties of the wheel/workpiece interface in MQL grinding with different nanofluids[J]. Tribology International, 2016, 99: 198-210.
doi: 10.1016/j.triboint.2016.03.023 URL |
| [14] | 贺爱东. CMQL切削机理及加工表面残余应力调控研究[D]. 广东: 华南理工大学, 2018. |
| HE Aidong. Investigation on processing mechanism and control of residual stress in CMQL machining[D]. Guangdong: South China University of Technology, 2018. | |
| [15] | 陈建升, 范琳, 陶志强, 等. 短切石英纤维/聚酰亚胺复合材料的制备与性能[J]. 复合材料学报, 2006, 23(5): 79-83. |
| CHEN Jiansheng, FAN Lin, TAO Zhiqiang, et al. Preparation and properties of chopped quartz fiber/PMR polyimide composites[J]. Acta Materiae Compositae Sinica, 2006, 23(5): 79-83. | |
| [16] |
AZMI A I, LIN R J T, BHATTACHARYYA D. Machinability study of glass fibre-reinforced polymer composites during end milling[J]. The International Journal of Advanced Manufacturing Technology, 2012, 64(1/2/3/4): 247-61.
doi: 10.1007/s00170-012-4006-6 URL |
| [17] |
WANG F, LIU J, SHU Q. Optimization of cryogenic milling parameters for AFRP[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(9/10/11/12): 3243-3252.
doi: 10.1007/s00170-017-0003-0 URL |
| [18] |
WANG F, BIN Z, WANG Y. Milling force of quartz fiber-reinforced polyimide composite based on cryogenic cooling[J]. International Journal of Advanced Manufacturing Technology, 2019, 104(5/6/7/8): 2363-2375.
doi: 10.1007/s00170-019-04050-0 URL |
| [19] |
NOR KHAIRUSSHIMA M K, CHE HASSAN C H, JAHARAH A G, et al. Effect of chilled air on tool wear and workpiece quality during milling of carbon fibre-reinforced plastic[J]. Wear, 2013, 302(1): 1113-1123.
doi: 10.1016/j.wear.2013.01.043 URL |
| [20] |
EL-TAWEEL T A, ABDEL-MAABOUD A M, AZZAM B S, et al. Parametric studies on the CO2 laser cutting of Kevlar-49 composite[J]. The International Journal of Advanced Manufacturing Technology, 2008, 40(9/10): 907-917.
doi: 10.1007/s00170-008-1412-x URL |
| [21] |
SHANMUGAM D K, CHEN F L, SIORES E, et al. Comparative study of jetting machining technologies over laser machining technology for cutting composite materials[J]. Composite Structures, 2002, 57(1): 289-296.
doi: 10.1016/S0263-8223(02)00096-X URL |
| [22] |
DHAKAL H N, ISMAIL S O, OJO S O, et al. Abrasive water jet drilling of advanced sustainable bio-fibre-reinforced polymer/hybrid composites: A comprehensive analysis of machining-induced damage responses[J]. The International Journal of Advanced Manufacturing Technology, 2018, 99(9): 2833-2847.
doi: 10.1007/s00170-018-2670-x URL |
| [23] | 魏佳平, 孙小波, 谢鹏飞, 等. 成形工艺对多孔聚酰亚胺复合材料性能的影响[J]. 轴承, 2013(11): 33-35. |
| WEI Jiaping, SUN Xiaobo, XIE Pengfei, et al. Influence of forming process on the properties of porous polyimide composites[J]. Bearing, 2013(11): 33-35. | |
| [24] | 李如春. 浅谈工程塑料的切削加工[J]. 轻纺工业与技术, 2020, 49(9): 150-151. |
| LI Ruchun. On cutting of engineering plastics[J]. Light and Textile Industry and Technology, 2020, 49(9): 150-151. | |
| [25] | 杨永喜. 聚酰亚胺基多孔含油材料的制备及改性研究[D]. 哈尔滨: 哈尔滨工业大学, 2017. |
| YANG Yongxi. Research on preparation and modification of polyimide based porous oil-bearing material[D]. Harbin: Harbin Institute of Technology, 2017. | |
| [26] | 李瑞芬. 塑料的机械加工[M]. 北京: 化学工业出版社, 2014. |
| LI Ruifen. Mechanical processing of plastics[M]. Beijing: Chemical Industry Press, 2014. | |
| [27] | 邓四二, 谢鹏飞, 杨海生, 等. 高速角接触球轴承保持架柔体动力学分析[J]. 兵工学报, 2011, 32(5): 625-31. |
| DENG Sier, XIE Pengfei, YANG Haisheng, et al. Flexible-body dynamics analysis on cage of high-speed angular contact ball bearing[J]. Acta Armamentarii, 2011, 32(5): 625-31. |
| [1] | 何利华, 潘建峰, 倪敬, 冯凯, 崔智. 压铸铝合金用铣刀表面微织构及切削特性研究[J]. 上海交通大学学报, 2021, 55(6): 750-756. |
| [2] | 刘晓1,陈吉朋2,顾琳2,陈风帆1,王炜1. 50%SiCp/Al复合材料的电弧铣削与铣磨组合加工[J]. 上海交通大学学报, 2018, 52(2): 222-227. |
| [3] | 林金涛,毕庆贞,王宇晗,孙超. 型腔高速螺旋刀路轨迹规划算法[J]. 上海交通大学学报(自然版), 2014, 48(08): 1200-1204. |
| [4] | 徐锦泱, 郑小虎, 安庆龙, 陈明. 高速铣削TC6钛合金的刀具磨损机理[J]. 上海交通大学学报(自然版), 2012, 46(07): 1037-1042. |
| [5] | 杨凯, 顾琳, 薛荣, 张发旺, 赵万生. 喷雾电火花铣削加工工艺的研究 [J]. 上海交通大学学报(自然版), 2012, 46(07): 1021-1025. |
| [6] | 王文君, 刘武, 张卫平, 陈文元, 杨春生, 崔峰, 吴校生. 柔性微热剪切应力传感器阵列 [J]. 上海交通大学学报(自然版), 2012, 46(06): 984-988. |
| [7] | 徐宏, 徐帆, 张桂梅, 马锐, 郭晓霞, 房建华. 含咪唑基磺化聚酰亚胺质子交换膜的制备及性能[J]. 上海交通大学学报(自然版), 2012, 46(03): 498-503. |
| [8] | 黄河, 白基成, 卢泽生. 基于可编程多轴控制器的电火花铣削伺服轨迹生成及控制方法[J]. 上海交通大学学报(自然版), 2011, 45(06): 915-919. |
| [9] | 王其琛,明伟伟,安庆龙,陈明. 铣削高强度钛合金TC18的刀具磨损机理 [J]. 上海交通大学学报(自然版), 2011, 45(01): 19-0024. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||