上海交通大学学报 ›› 2021, Vol. 55 ›› Issue (10): 1246-1254.doi: 10.16183/j.cnki.jsjtu.2020.162
所属专题: 《上海交通大学学报》2021年12期专题汇总专辑; 《上海交通大学学报》2021年“机械工程”专题
尤舒曼1, 李杰2, 赵亦希1( ), 胡逸辉1
), 胡逸辉1
收稿日期:2020-06-03
出版日期:2021-10-28
发布日期:2021-11-01
通讯作者:
赵亦希
E-mail:yxzhao@sjtu.edu.cn
作者简介:尤舒曼(1996-),女,湖北省当阳市人,硕士生,研究方向为机器人柔性翻边成形.
基金资助:
YOU Shuman1, LI Jie2, ZHAO Yixi1(), HU Yihui1
Received:2020-06-03
Online:2021-10-28
Published:2021-11-01
Contact:
ZHAO Yixi
E-mail:yxzhao@sjtu.edu.cn
摘要:
柔性翻边成形是一种局部连续加载的翻边新工艺,其工艺规律和规划方法尚不完善.结合航空钣金结构件的特点,设计特征翻边件,基于Abaqus平台进行柔性翻边成形工艺的仿真研究,总结翻边道次数、各道次角度分配、滚轮直径和滚压速度等关键工艺参数对成形质量的影响规律.综合考虑成形效率,优化工艺参数设计,并进行试验验证.结果表明:对关键工艺参数进行优化设计,能够低成本地显著提高柔性翻边的成形质量,并在一定程度上提高成形效率.
中图分类号:
尤舒曼, 李杰, 赵亦希, 胡逸辉. 柔性翻边成形工艺参数研究[J]. 上海交通大学学报, 2021, 55(10): 1246-1254.
YOU Shuman, LI Jie, ZHAO Yixi, HU Yihui. Process Parameters of Flexible Flanging[J]. Journal of Shanghai Jiao Tong University, 2021, 55(10): 1246-1254.
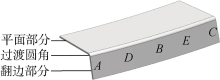
图1
特征翻边件示意图

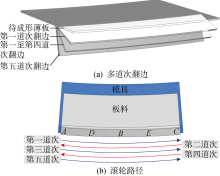
图2
多道次翻边路径示意图
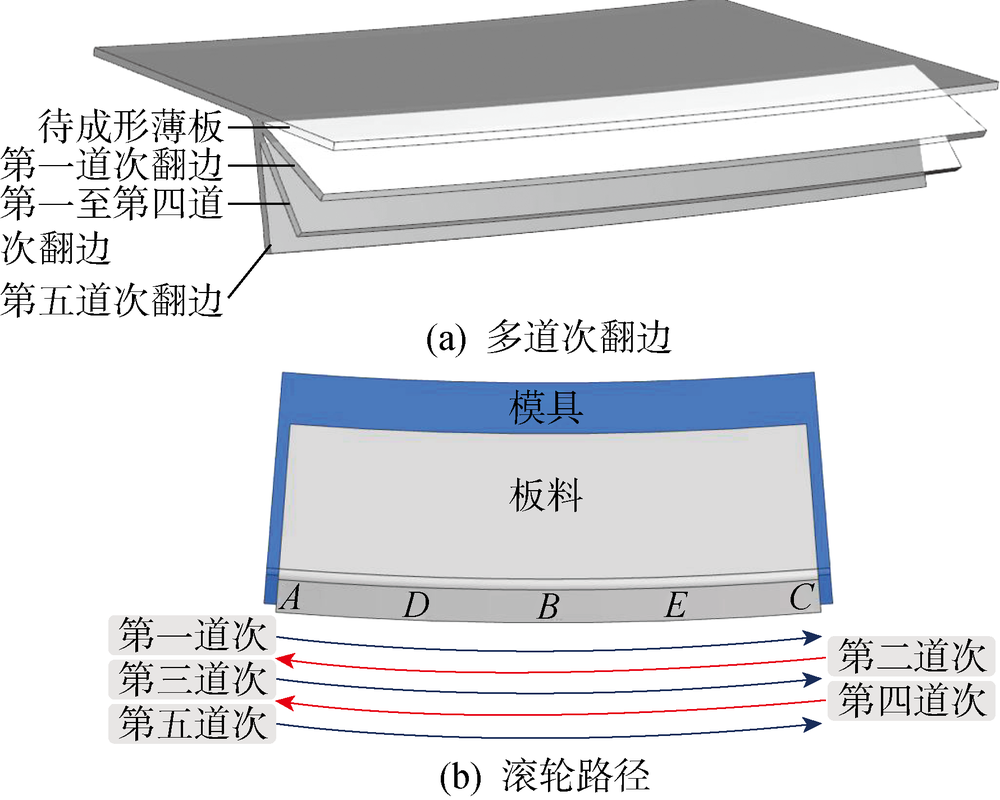
图3
5A06-O态铝合金σT-εT及其拟合曲线
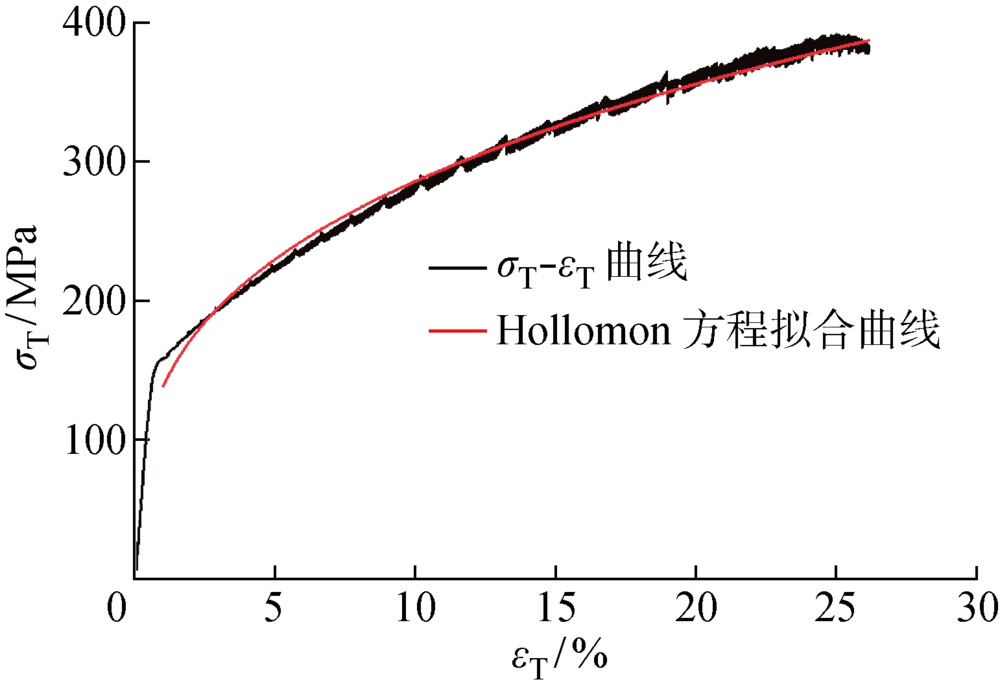
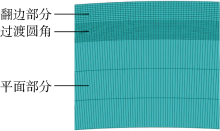
图4
板料不同区域的网格划分
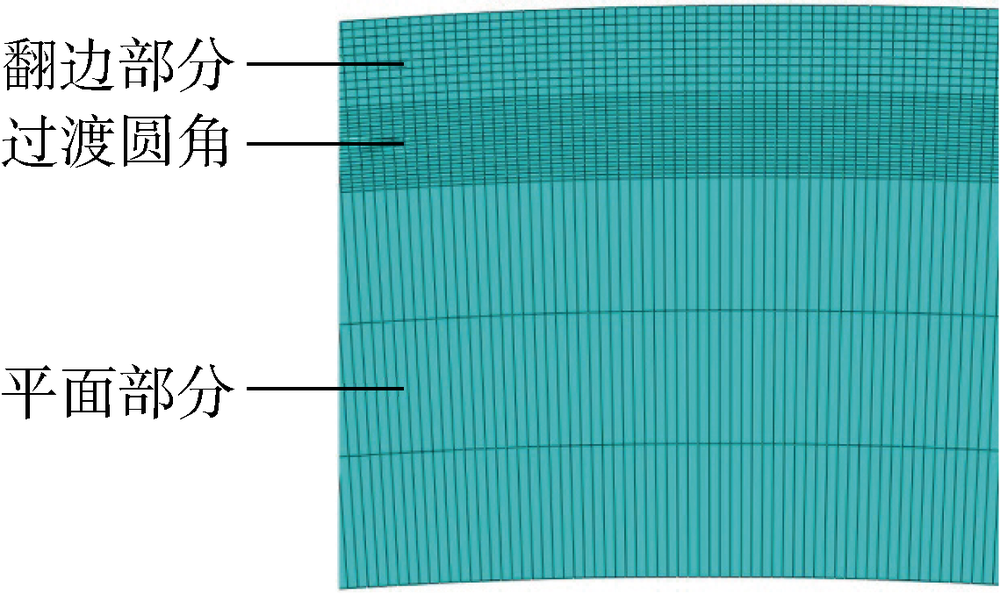
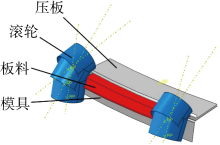
图5
仿真模型装配图
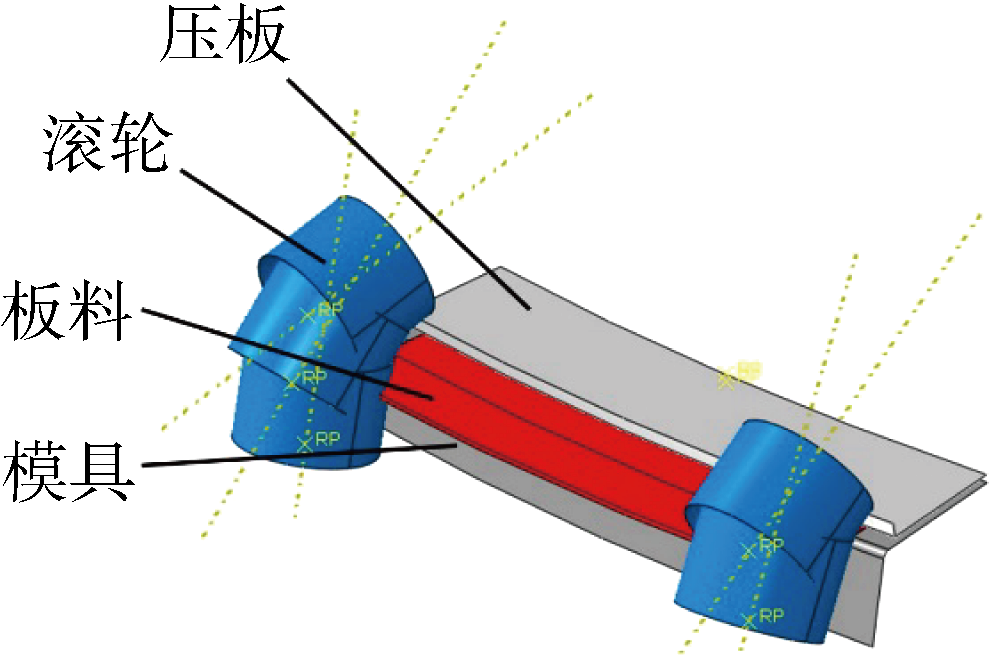
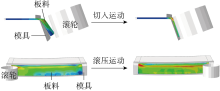
图6
滚轮运动路径


图7
仿真得到的特征翻边件
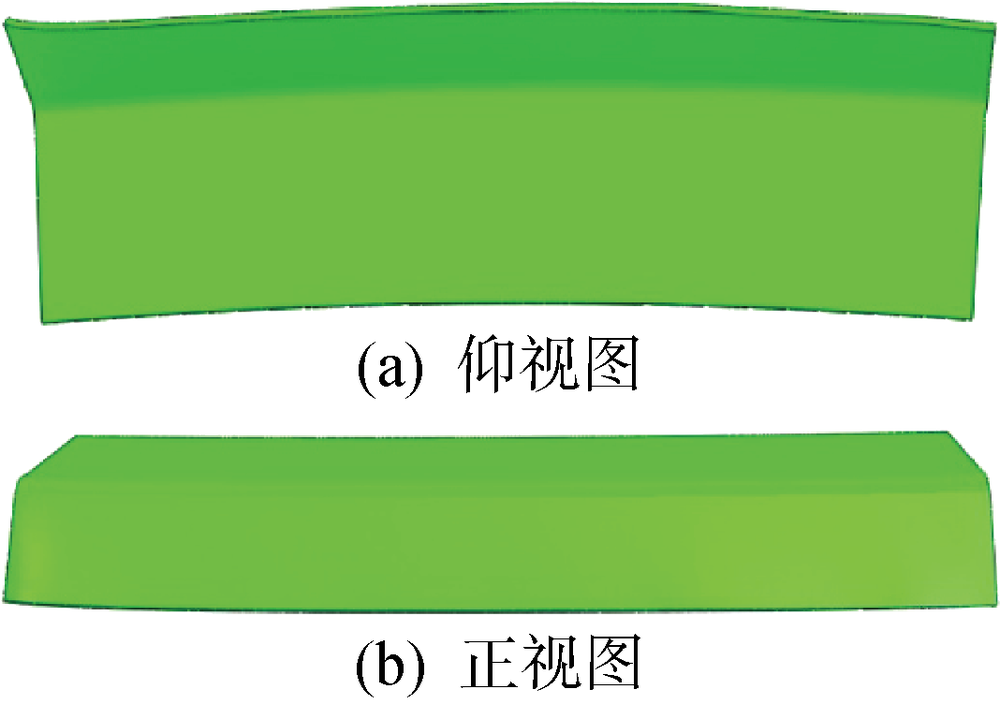
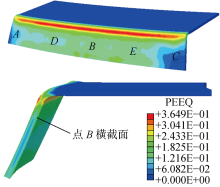
图8
翻边完成后的等效塑性应变分布云图
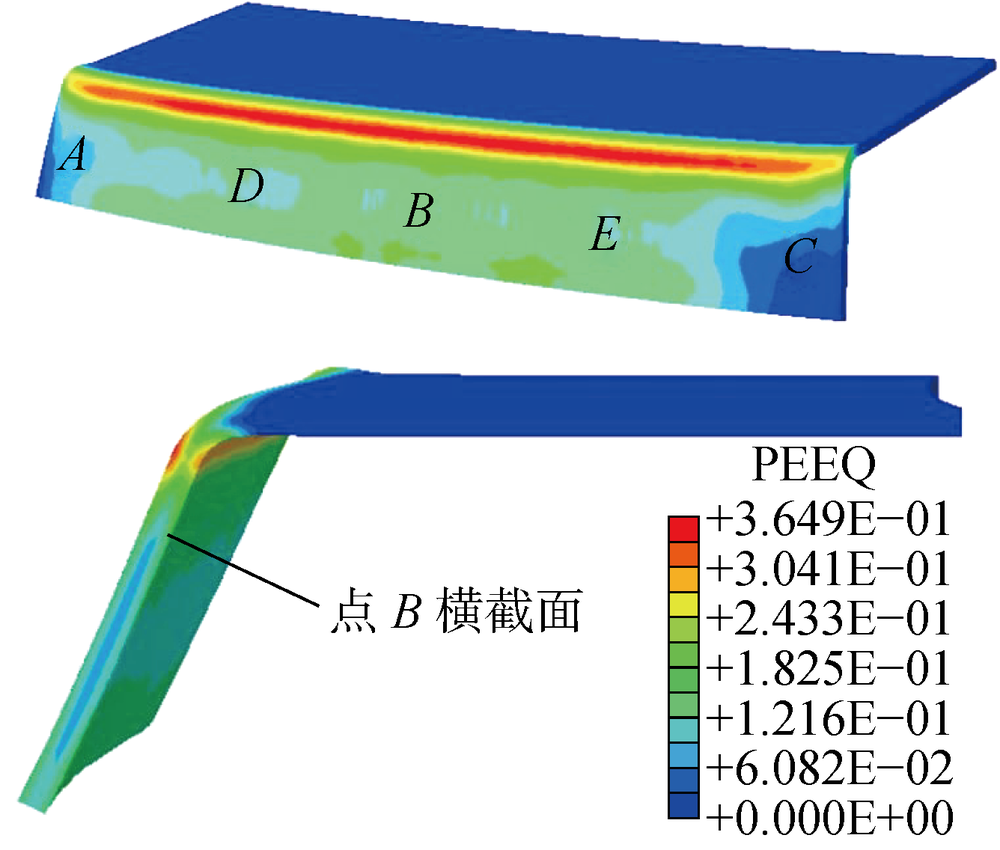

图9
各部分在B点处的Mises应力变化曲线

图10
翻边件上的Mises应力分布云图
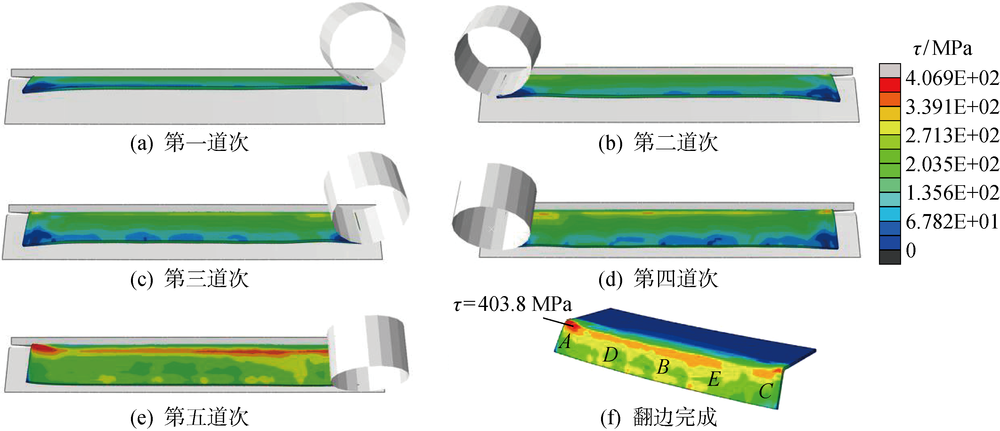
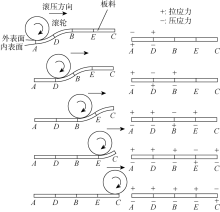
图11
翻边件变形区应力状态


图12
翻边件外边缘的最大主应力分布云图


图13
翻边件的贴模间隙


图14
贴模间隙的计算示意图
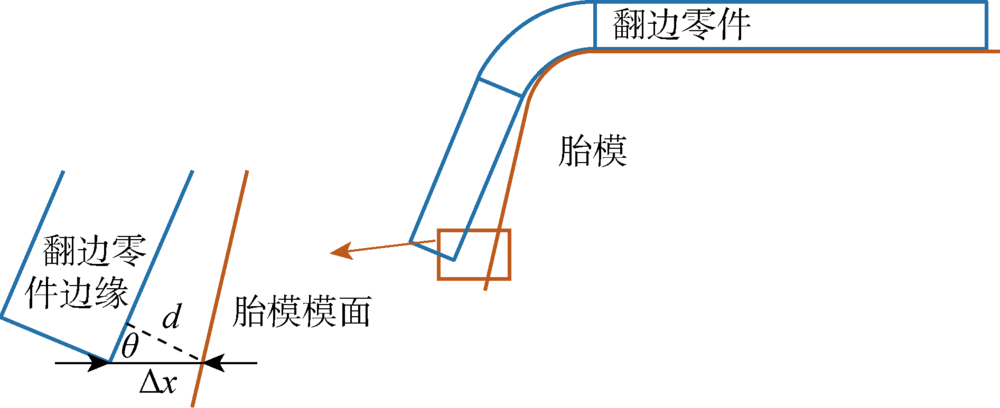
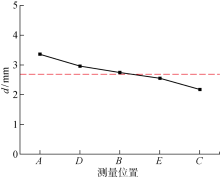
图15
翻边特征件的仿真贴模间隙分布

表3
各因素水平取值
| 因素 水平 | 工艺参数 | |||
|---|---|---|---|---|
| 翻边道次数 | 各道次角度分配 | l/mm | v/(mm·s-1) | |
| 1 | 7 | 逐渐减小 | 25 | 25 |
| 2 | 6 | 保持不变 | 50 | 50 |
| 3 | 5 | 逐渐增大 | 75 | 75 |
表4
柔性翻边工艺参数研究正交试验设计
| 试验号 | 翻边道次数 | 各道次角度分配 | l | v |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 | 2 |
| 3 | 1 | 3 | 3 | 3 |
| 4 | 2 | 1 | 2 | 3 |
| 5 | 2 | 2 | 3 | 1 |
| 6 | 2 | 3 | 1 | 2 |
| 7 | 3 | 1 | 3 | 2 |
| 8 | 3 | 2 | 1 | 3 |
| 9 | 3 | 3 | 2 | 1 |
表5
各试验条件仿真的贴模间隙
| 试验号 | d | | σ | ||||
|---|---|---|---|---|---|---|---|
| A | D | B | E | C | |||
| 1 | 2.62 | 2.42 | 2.55 | 2.14 | 1.93 | 2.33 | 0.29 |
| 2 | 2.64 | 2.32 | 2.28 | 2.22 | 2.05 | 2.30 | 0.21 |
| 3 | 2.97 | 2.84 | 2.78 | 2.56 | 2.02 | 2.63 | 0.38 |
| 4 | 2.11 | 2.46 | 2.73 | 2.63 | 3.03 | 2.59 | 0.34 |
| 5 | 1.93 | 2.22 | 2.53 | 2.72 | 2.86 | 2.45 | 0.38 |
| 6 | 1.93 | 2.80 | 2.87 | 2.93 | 3.45 | 2.80 | 0.55 |
| 7 | 3.20 | 2.86 | 2.69 | 2.23 | 2.37 | 2.67 | 0.39 |
| 8 | 3.37 | 2.97 | 2.75 | 2.56 | 2.18 | 2.77 | 0.45 |
| 9 | 3.56 | 3.07 | 2.71 | 2.68 | 2.31 | 2.87 | 0.47 |
表6
正交试验计算贴模间隙平均值
| 正交试验因素 | 指标/mm | |||
|---|---|---|---|---|
| | | | 极差 | |
| 翻边道次数 | 2.42 | 2.61 | 2.77 | 0.35 |
| 各道次角度分配 | 2.53 | 2.51 | 2.77 | 0.26 |
| l | 2.63 | 2.59 | 2.58 | 0.05 |
| v | 2.55 | 2.59 | 2.66 | 0.11 |
图16
各工艺参数指标对贴模间隙平均值的影响
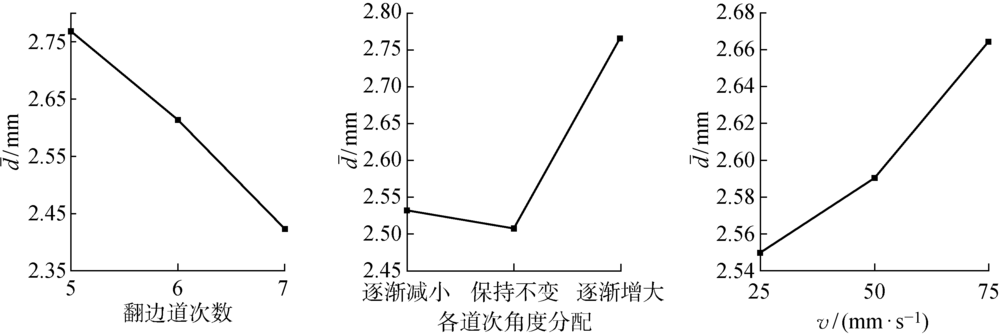
表7
正交试验计算贴模间隙标准差
| 正交试验因素 | 指标 | |||
|---|---|---|---|---|
| σ1 | σ2 | σ3 | 极差 | |
| 翻边道次数 | 0.29 | 0.42 | 0.44 | 0.14 |
| 各道次角度分配 | 0.34 | 0.35 | 0.47 | 0.13 |
| l | 0.43 | 0.34 | 0.38 | 0.09 |
| v | 0.38 | 0.38 | 0.39 | 0.01 |

图17
各工艺参数指标对贴模间隙标准差的影响
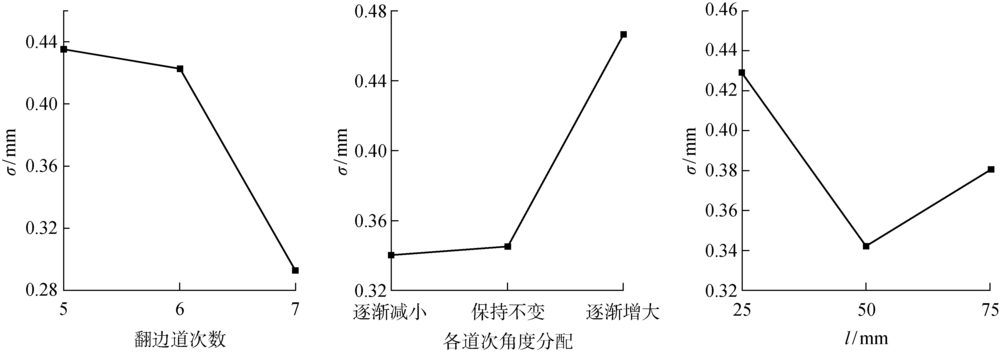
图18
工艺参数优化结果
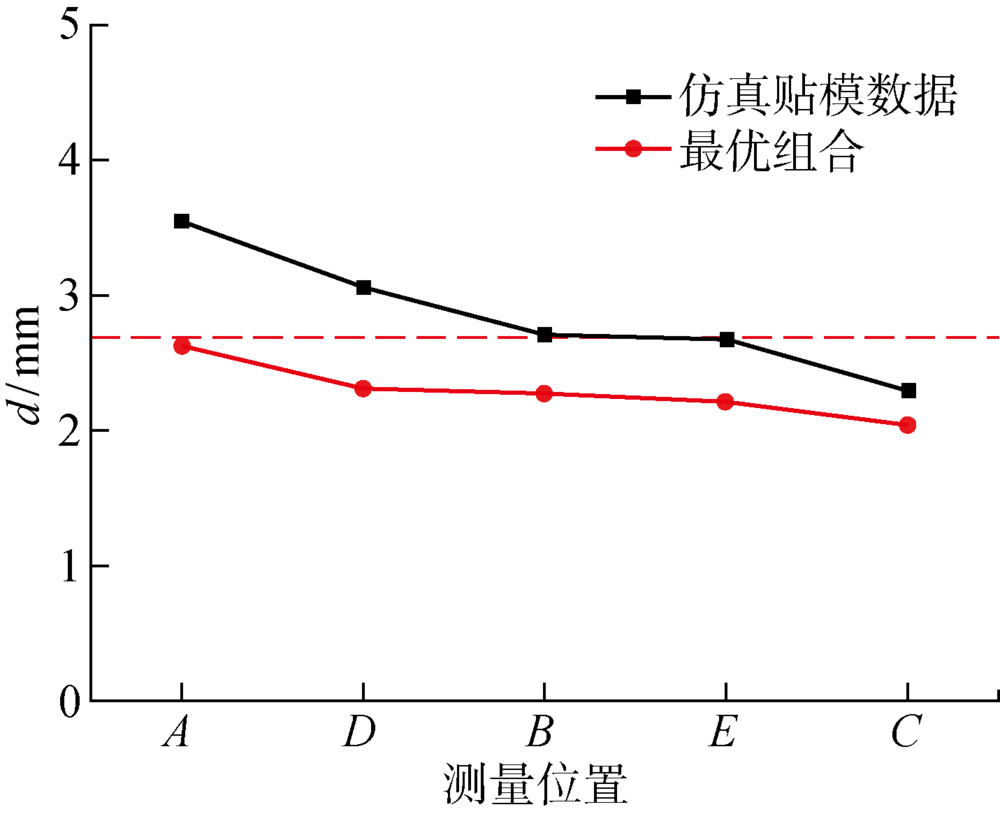

图19
机器人柔性翻边试验系统
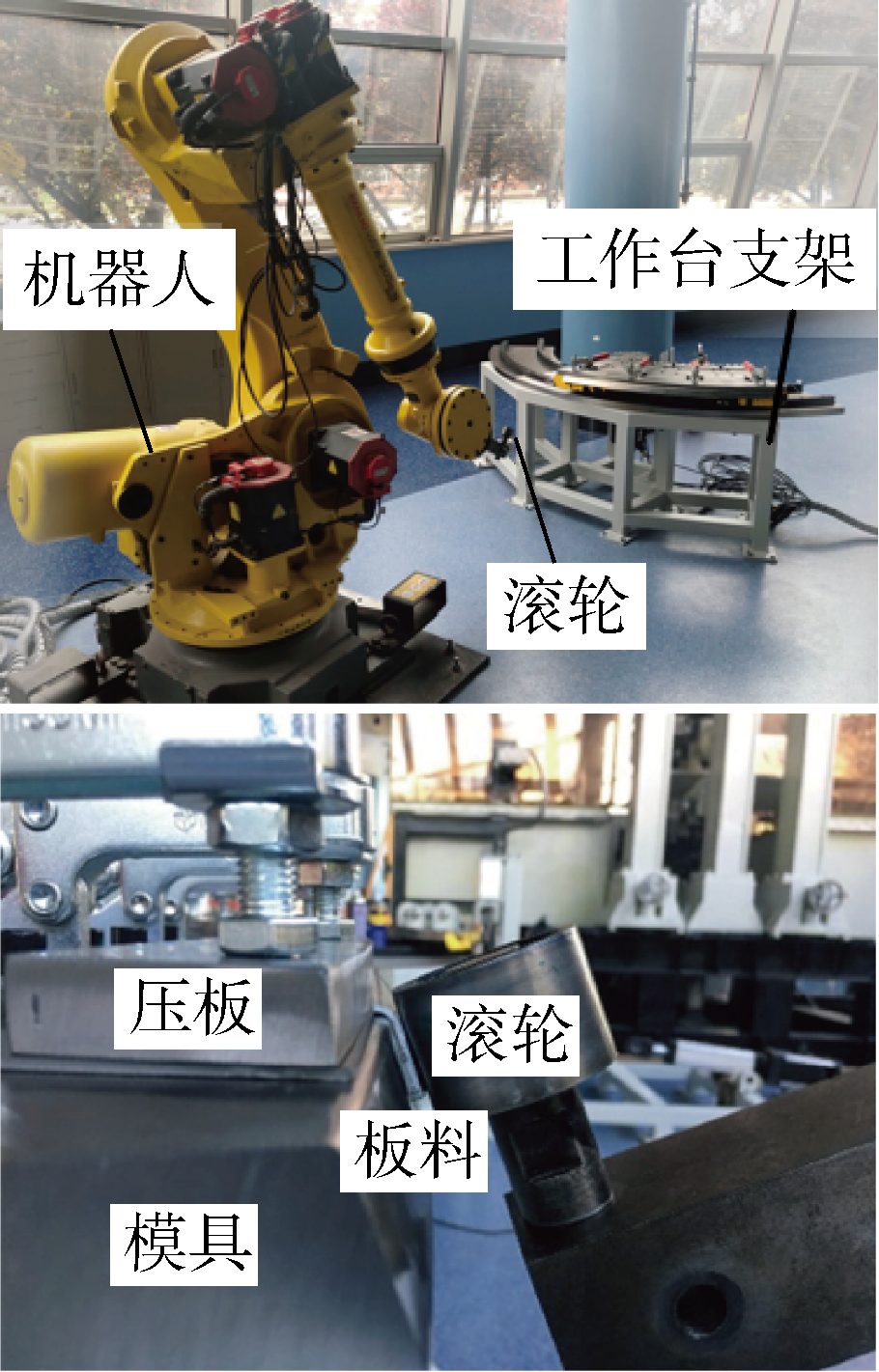
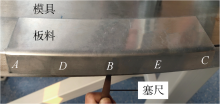
图20
贴模间隙测量量规
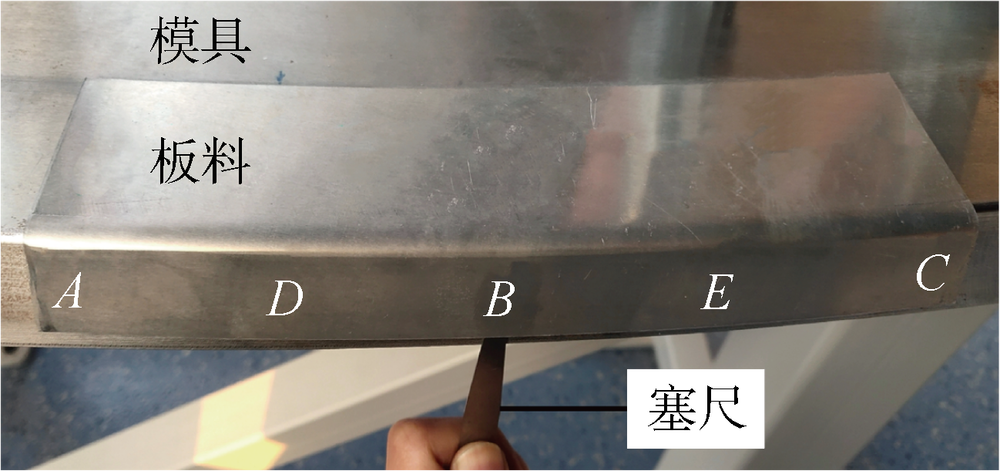
表8
试验与仿真的贴模间隙
| 数据来源 | d/mm | |||||
|---|---|---|---|---|---|---|
| A | D | B | E | C | 平均值 | |
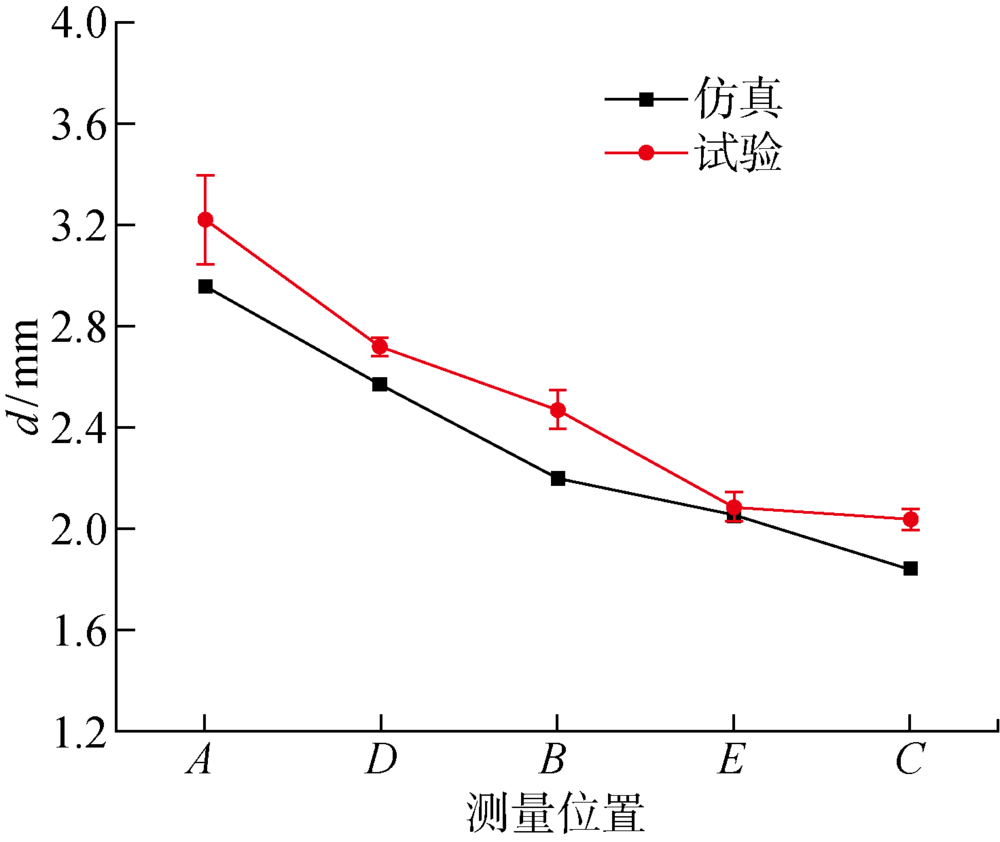
| 试验 | 3.22 | 2.72 | 2.47 | 2.08 | 2.03 | 2.50 |
| 仿真 | 2.96 | 2.57 | 2.19 | 2.06 | 1.84 | 2.32 |
| 试验与仿真偏差 | 0.08 | 0.06 | 0.11 | 0.01 | 0.09 | 0.07 |
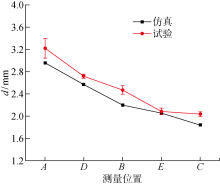
图21
试验与仿真贴模间隙对比曲线
| [1] | 惠小鹏, 万政, 于长旺, 等. 钣金零件橡皮囊液压成形技术研究和应用现状[J]. 航空制造技术, 2017, 60(14):57-61. |
| HUI Xiaopeng, WAN Zheng, YU Changwang, et al. Research and application status of rubber fluid forming technology for sheet metal parts[J]. Aeronautical Manufacturing Technology, 2017, 60(14):57-61. | |
| [2] | 刘闯, 范玉斌, 王俊彪. 飞机钣金成形信息化现状与关键技术解决途径[J]. 航空制造技术, 2016, 59(13):26-31. |
| LIU Chuang, FAN Yubin, WANG Junbiao. Research and approach to key technology of aircraft sheet metal forming informationization[J]. Aeronautical Manufacturing Technology, 2016, 59(13):26-31. | |
| [3] |
SU C J, YANG L Y, LOU S M, et al. Optimized bending angle distribution function of contour plate roll forming[J]. International Journal of Advanced Manufacturing Technology, 2018, 97(5/8):1787-1799.
doi: 10.1007/s00170-018-2053-3 URL |
| [4] | 王艳, 胡捷飞, 许光辉, 等. 四辊预弯与连续滚弯成形的机理与试验分析[J]. 塑性工程学报, 2016, 23(4):69-75. |
| WANG Yan, HU Jiefei, XU Guanghui, et al. Theoretical and experimental analysis of four-roll pre-bending and continuous bending[J]. Journal of Plasticity Engineering, 2016, 23(4):69-75. | |
| [5] | 肖良红, 黎宇, 曹亚雄, 等. 薄壁槽钢零件辊弯成形边波产生机理及影响因素[J]. 塑性工程学报, 2016, 23(1):32-39. |
| XIAO Lianghong, LI Yu, CAO Yaxiong, et al. Mechanisms and influences of edge-wave in roll-forming for thin-walled channel steel parts[J]. Journal of Plasticity Engineering, 2016, 23(1):32-39. | |
| [6] | 卢鹏, 兰凤崇, 周云郊. 铝合金滚边仿真方法与工艺参数影响分析[J]. 机械设计与制造, 2015(7):64-66. |
| LU Peng, LAN Fengchong, ZHOU Yunjiao. Research on simulation method and influence of parameters on aluminum alloy roller hemming process[J]. Machinery Design & Manufacture, 2015(7):64-66. | |
| [7] | 金霞, 鲁世红. U型材单轴柔性滚弯成形回弹有限元分析[J]. 南京航空航天大学学报, 2010, 42(1):117-121. |
| JIN Xia, LU Shihong. Springback study of U-section one-axle rotary shaping with elastic pad medium based on finite element analysis[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2010, 42(1):117-121. | |
| [8] |
GÜRGEN S. A parametric investigation of roller hemming operation on a curved edge part[J]. Archives of Civil and Mechanical Engineering, 2019, 19(1):11-19.
doi: 10.1016/j.acme.2018.07.009 URL |
| [9] | 谭高山, 张丽艳, 刘胜兰. 基于约束层次化策略的钣金件贴模度计算[J]. 计算机集成制造系统, 2015, 21(6):1546-1552. |
| TAN Gaoshan, ZHANG Liyan, LIU Shenglan. Sp-ringback gap computation of sheet metal part based on constrained and hierarchical strategy[J]. Computer integrated manufacturing systems, 2015, 21(6):1546-1552. |
| [1] | 冯巧波1,2,李永兵1,楼铭1,来新民1. 430铁素体不锈钢电阻点焊工艺性能[J]. 上海交通大学学报(自然版), 2018, 52(12): 1649-1654. |
| [2] | 舒赟翌,彭林法,易培云,来新民. 聚合物薄膜表面微结构的粉末热辊压成形工艺[J]. 上海交通大学学报(自然版), 2017, 51(9): 1083-1089. |
| [3] | 何雄君1,张晶1,何佳2,肖祥1,王进军3,董杰1. 焊接工艺参数对锚拉管焊接残余应力的影响 [J]. 上海交通大学学报(自然版), 2017, 51(8): 1018-1024. |
| [4] | 顾新建,于忠奇,宋洋. 工艺参数对高强度钢冷冲压界面温度影响分析[J]. 上海交通大学学报(自然版), 2017, 51(4): 426-. |
| [5] | 王梦寒,李雁召,刘晓,夏知姿,陈明亮. 工艺参数对高光制品收缩及翘曲变形的影响[J]. 上海交通大学学报(自然版), 2016, 50(02): 235-240. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||