Journal of Shanghai Jiao Tong University ›› 2022, Vol. 56 ›› Issue (4): 532-542.doi: 10.16183/j.cnki.jsjtu.2021.198
• Transportation Engineering • Previous Articles
LI Yuanhui1, LI Jianjun1, WANG Shunchao1, ZHANG Longyao2, ZHU Wenfeng1( )
)
Received:2021-06-08
Online:2022-04-28
Published:2022-05-07
Contact:
ZHU Wenfeng
E-mail:zhuwenfeng@tongji.edu.cn
CLC Number:
LI Yuanhui, LI Jianjun, WANG Shunchao, ZHANG Longyao, ZHU Wenfeng. Modeling and Experiment on Roll-Hemming Forming Process of Aluminum Alloy Sheet with Adhesive[J]. Journal of Shanghai Jiao Tong University, 2022, 56(4): 532-542.
Fig.1
Analysis model of roll-forming of aluminum alloy sheet with adhesive
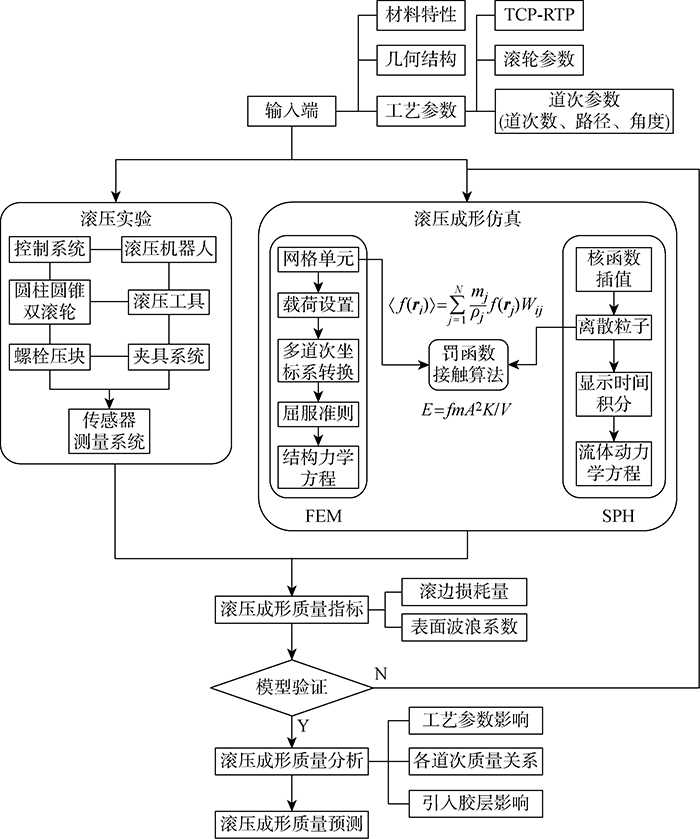
Fig.2
Schematic diagram of sheet deformation process
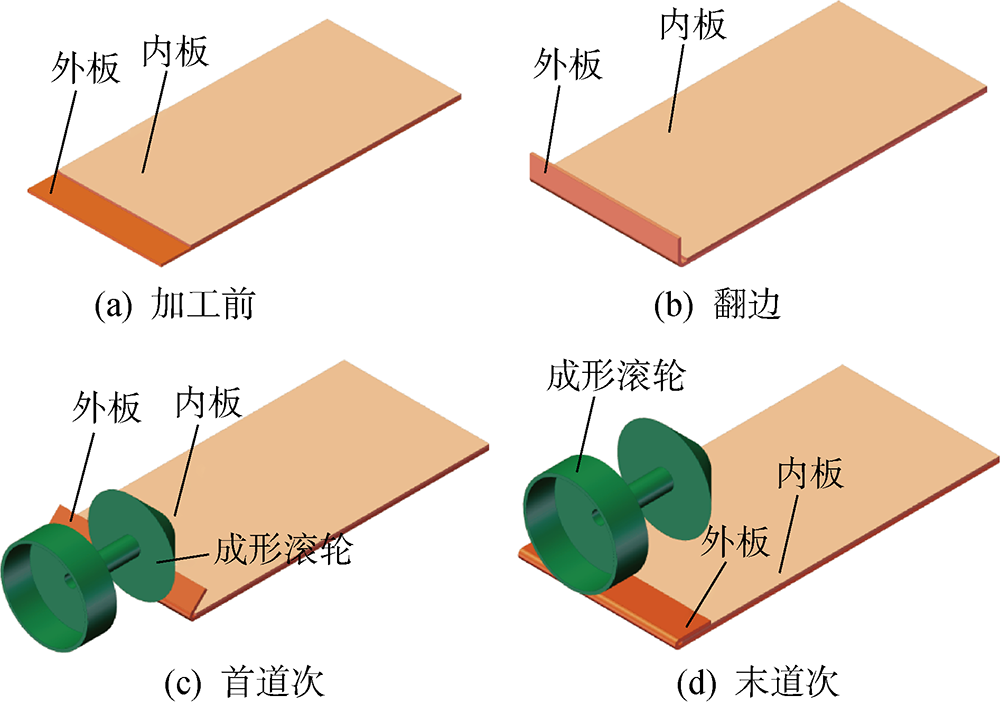
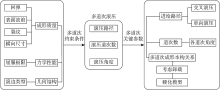
Fig.3
Feature analysis of multi-pass roll-hemming

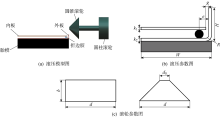
Fig.4
Roll-hemming model and roller structure parameters

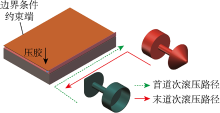
Fig.5
Pressure adhesive and roller feed direction
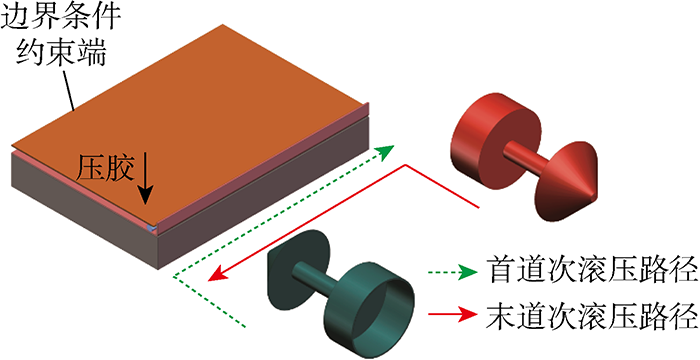
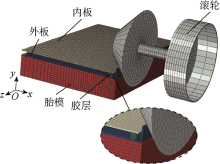
Fig.6
Mesh generation
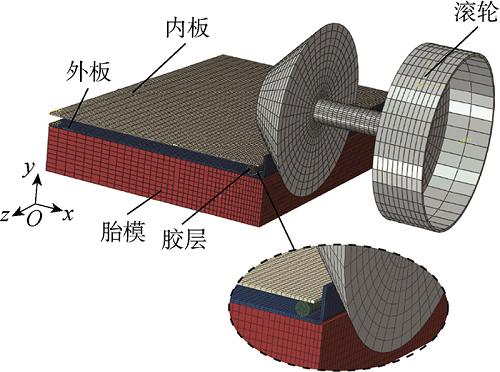
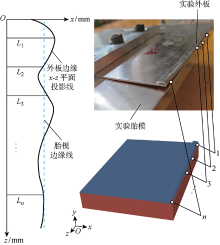
Fig.7
Measurement method of roll-hemming loss
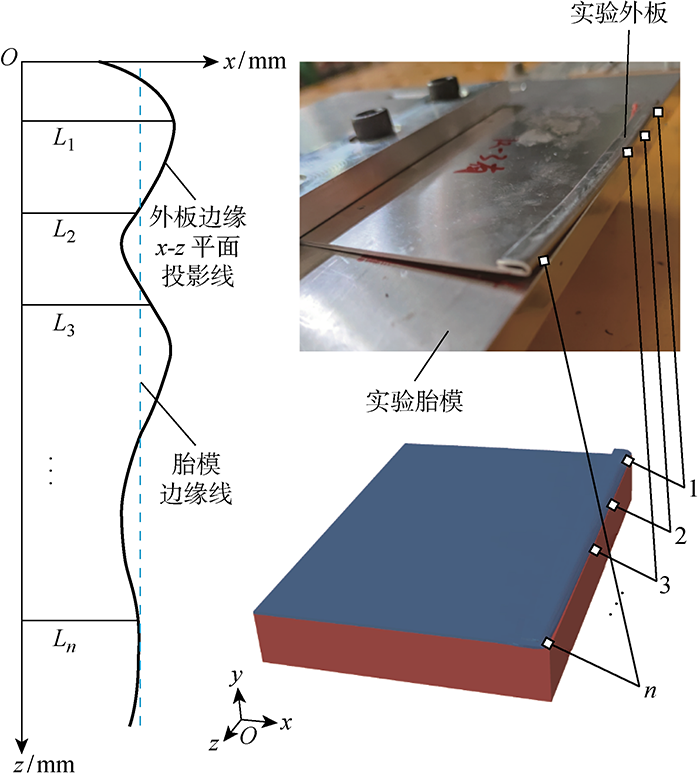
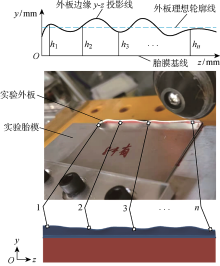
Fig.8
Measurement method of surface wave coefficient
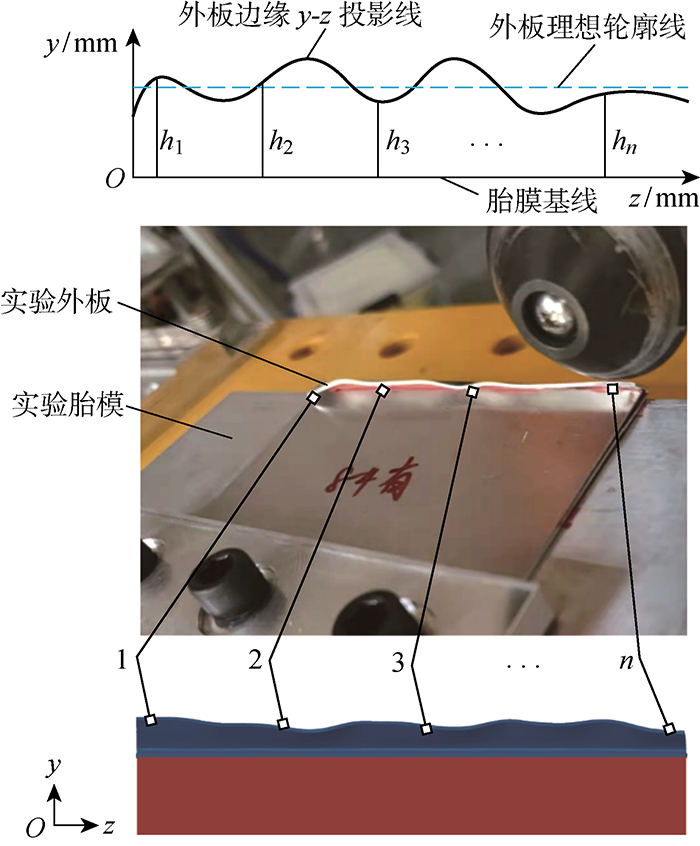
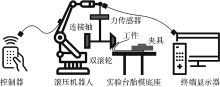
Fig.9
Measurement system of roll-hemming experiment
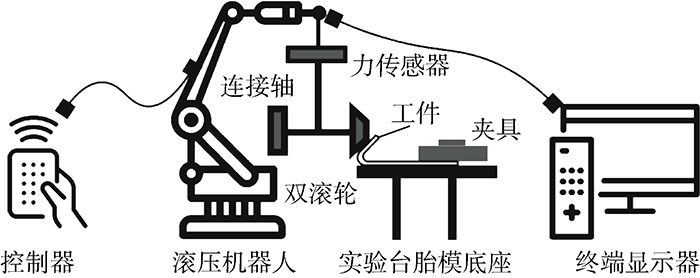

Fig.10
System of roll-hemming experiment

Fig.11
Experiment passes of multi-pass roll-hemming
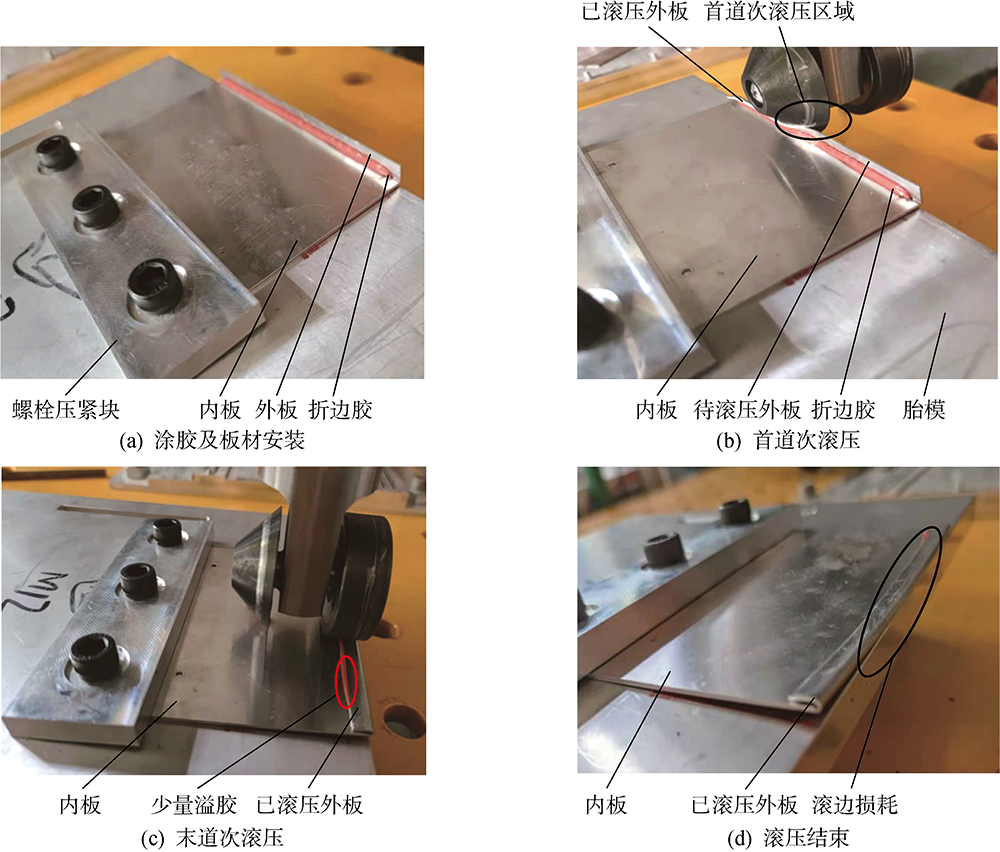

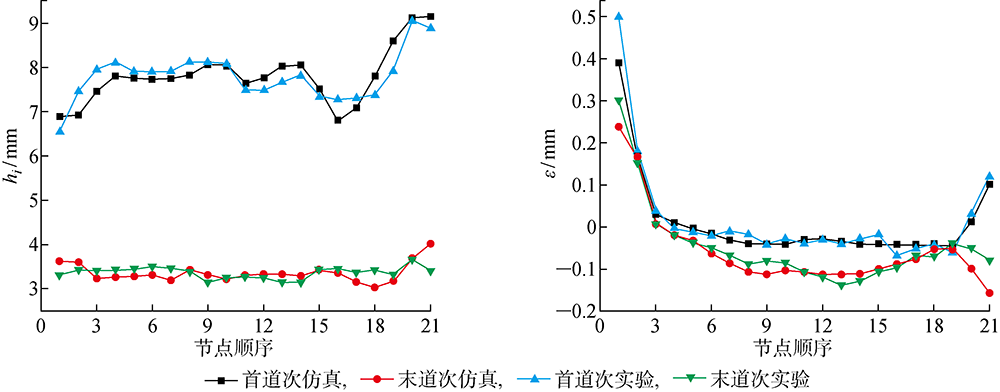
Fig.12
Comparison of measurement results
Tab.1
Comparison of surface wave coefficients
| 滚边形式 | 实验1 | 实验2 | 实验3 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 实验 | 仿真 | 误差/% | 实验 | 仿真 | 误差/% | 实验 | 仿真 | 误差/% | |||
| 预滚边 | 0.320 | 0.350 | 9.4 | 0.142 | 0.154 | 8.5 | 0.063 | 0.061 | 3.2 | ||
| 终滚边 | 0.109 | 0.103 | 5.5 | 0.060 | 0.065 | 8.3 | 0.068 | 0.069 | 1.5 | ||
Tab.2
Comparison of roll-hemming loss
| 滚边形式 | 实验1 | 实验2 | 实验3 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 实验/mm | 仿真/mm | 误差/% | 实验/mm | 仿真/mm | 误差/% | 实验/mm | 仿真/mm | 误差/% | |||
| 预滚边 | 0.263 | 0.260 | 1.1 | -0.065 | -0.063 | 3.1 | -0.014 | -0.016 | 11.9 | ||
| 终滚边 | 0.245 | 0.247 | 0.8 | -0.087 | -0.085 | 2.3 | -0.064 | -0.067 | 4.7 | ||
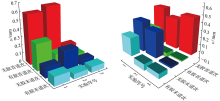
Fig.13
Influence of adhesive on roll-hemming quality
Tab.3
Orthogonal test schedule of L16(45)
| 仿真试验 序号 | 因素 | 空列 | |||
|---|---|---|---|---|---|
| L | d/mm | H/mm | R/mm | ||
| 1 | 1.0 | 45 | 9 | 1.0 | 1 |
| 2 | 1.0 | 50 | 10 | 1.2 | 2 |
| 3 | 1.0 | 60 | 11 | 1.5 | 3 |
| 4 | 1.0 | 70 | 12 | 2.0 | 4 |
| 5 | 1.5 | 45 | 10 | 1.5 | 4 |
| 6 | 1.5 | 50 | 9 | 4.0 | 3 |
| 7 | 1.5 | 60 | 12 | 1.0 | 2 |
| 8 | 1.5 | 70 | 11 | 1.2 | 1 |
| 9 | 2.0 | 45 | 11 | 2.0 | 2 |
| 10 | 2.0 | 50 | 12 | 1.5 | 1 |
| 11 | 2.0 | 60 | 9 | 1.2 | 4 |
| 12 | 2.0 | 70 | 10 | 1.0 | 3 |
| 13 | 2.5 | 45 | 12 | 1.2 | 3 |
| 14 | 2.5 | 50 | 11 | 1.0 | 4 |
| 15 | 2.5 | 60 | 10 | 2.0 | 1 |
| 16 | 2.5 | 70 | 9 | 1.5 | 2 |
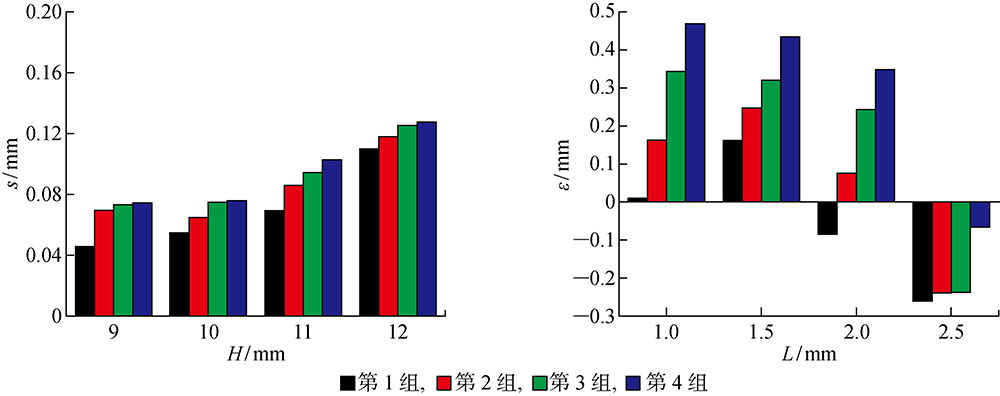
Fig.14
Wave coefficients of roll-hemming in two passes
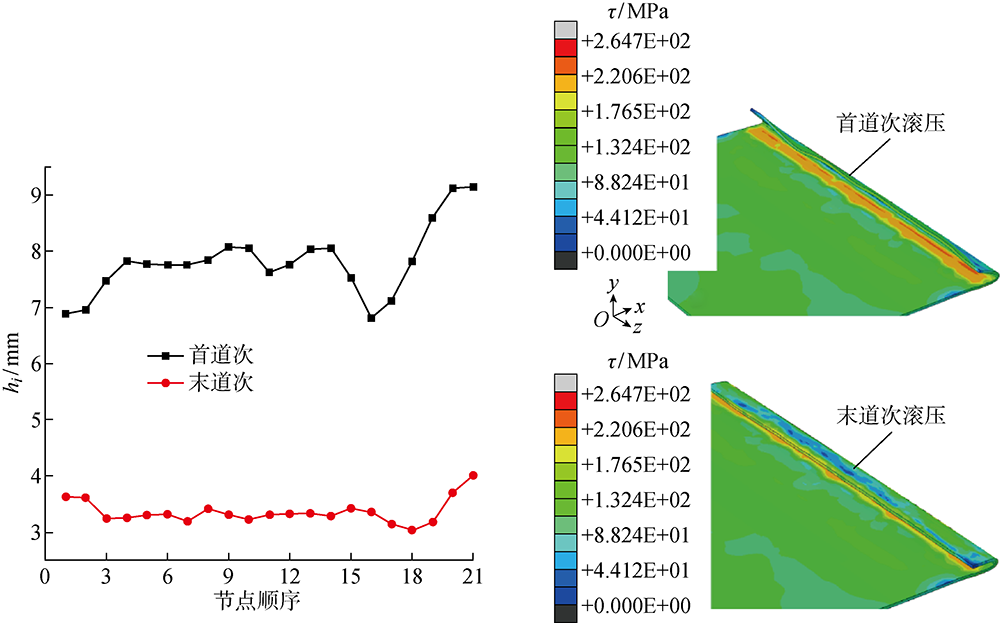
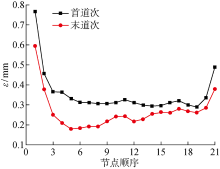
Fig.15
Roll-hemming loss of roll-hemming in two passes


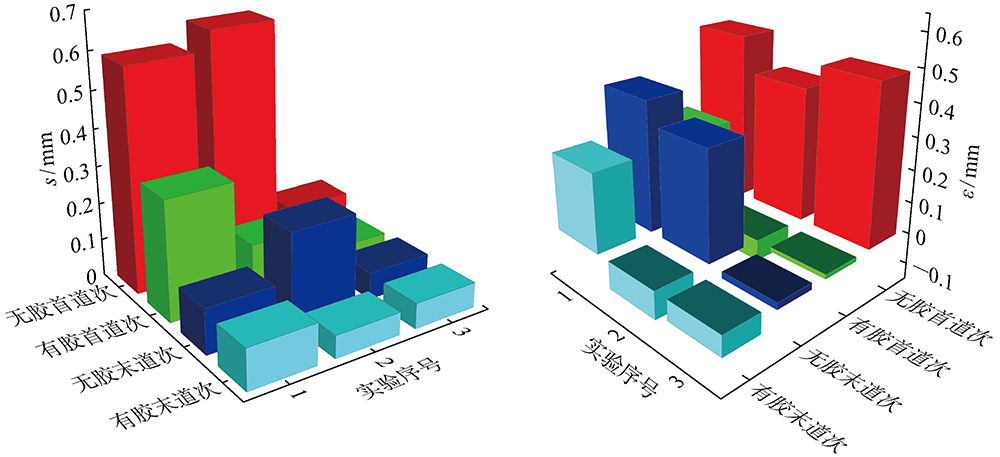
Fig.16
Quality index of roll-hemming forming in two passes

Tab.4
Analysis of variance of influencing factors
| 因素 | Fa | 质量指标 | ||||
|---|---|---|---|---|---|---|
| s | ε | |||||
| F值 | 显著性水平 | F值 | 显著性水平 | |||
| L | F0.1(3, 3)=5.39 | 7.586394684 | * | 25.15533164 | *** | |
| d | F0.05(3, 3)=9.28 | 3.698513166 | 0.532719543 | |||
| H | F0.025(3, 3)=15.44 | 91.93424461 | **** | 2.012180586 | ||
| R | F0.01(3, 3)=29.46 | 7.626043159 | * | 8.910506751 | * | |
| 误差 | 1 | 1 | ||||

Fig.17
Analysis of single factor of roll-hemming forming quality index
| [1] |
LIMON-LEYVA P A, BALVANTÍN A J, DIOSDADO-DE-LA-PEÑA J A, et al. Parametric optimization of roll-hemming process in oblique planes with linear and non-linear trajectories[J]. Journal of Manufacturing Processes, 2020, 50: 123-131.
doi: 10.1016/j.jmapro.2019.12.019 URL |
| [2] | 韩飞, 李荣健. 超高强钢多道次辊弯成形回弹规律研究[J]. 机械工程学报, 2019, 55(2): 73-81. |
| HAN Fei, LI Rongjian. Springback law of ultra high strength steel in multiple stands roll forming process[J]. Journal of Mechanical Engineering, 2019, 55(2): 73-81. | |
| [3] | 李雪龙, 于忠奇, 赵亦希, 等. 多道次普旋预成形阶段法兰起皱预测[J]. 上海交通大学学报, 2019, 53(11): 1375-1380. |
| LI Xuelong, YU Zhongqi, ZHAO Yixi, et al. Study on flange wrinkling prediction in preforming stage during multi-pass conventional spinning[J]. Journal of Shanghai Jiao Tong University, 2019, 53(11): 1375-1380. | |
| [4] |
LE MAOÛT N, MANACH P Y, THUILLIER S. Influence of prestrain on the numerical simulation of the roller hemming process[J]. Journal of Materials Processing Technology, 2012, 212(2): 450-457.
doi: 10.1016/j.jmatprotec.2011.10.008 URL |
| [5] |
HU X, LIN Z Q, LI S H, et al. Fracture limit prediction for roller hemming of aluminum alloy sheet[J]. Materials & Design, 2010, 31(3): 1410-1416.
doi: 10.1016/j.matdes.2009.08.039 URL |
| [6] | 程楠. 水滴包边技术在汽车发动机罩盖上的应用[J]. 汽车工艺与材料, 2016(1): 11-13. |
| CHENG Nan. Application of water drop wrapping technology on automobile hood hood[J]. Automobile Technology & Material, 2016(1): 11-13. | |
| [7] | 肖寿仁, 李军, 周燕辉. 汽车车顶天窗成形工艺及翻边回弹补偿分析[J]. 热加工工艺, 2012, 41(5): 80-83. |
| XIAO Shouren, LI Jun, ZHOU Yanhui. Flange forming process of car sunroof skylight and its springback compensation analysis[J]. Hot Working Technology, 2012, 41(5): 80-83. | |
| [8] | 郭婷婷. 汽车天窗滚边工艺仿真分析及实验研究[D]. 合肥: 合肥工业大学, 2016. |
| GUO Tingting. The simulation analysis and experimental study of the sunroof roller hemming[D]. Hefei: Hefei University of Technology, 2016. | |
| [9] |
KLEEH T, MERKLEIN M, ROLL K. Modeling laser heating for roller hemming applications[J]. Key Engineering Materials, 2011, 473: 501-508.
doi: 10.4028/www.scientific.net/KEM.473.501 URL |
| [10] | 余魁, 赵顺旺, 柳玉起. 优化滚边工艺提升车门区域尺寸匹配精度的方法研究[J]. 精密成形工程, 2019, 11(3): 122-126. |
| YU Kui, ZHAO Shunwang, LIU Yuqi. Dimensional accuracy on matching areas of vehicle doors by optimizing hemming process[J]. Journal of Netshape Forming Engineering, 2019, 11(3): 122-126. | |
| [11] | 李萍, 井碧臣, 黄彪, 等. 1100铝合金双滚轮滚压包边模拟及实验研究[J]. 精密成形工程, 2018, 10(2): 92-98. |
| LI Ping, JING Bichen, HUANG Biao, et al. Simulation and experimental study on double-roller rolling hemming process of 1100 aluminum alloy[J]. Journal of Netshape Forming Engineering, 2018, 10(2): 92-98. | |
| [12] |
LIEWALD M, HÖNLE S, SINDEL M. Surface roughening of an aluminum 6016 alloy during bending and hemming[J]. International Journal of Material Forming, 2016, 9(2): 203-213.
doi: 10.1007/s12289-015-1223-1 URL |
| [13] | 伍俊棠, 赵亦希, 李淑慧, 等. 滚压包边角度对包边件轮廓尺寸变动的影响[J]. 锻压技术, 2010, 35(3): 29-33. |
| WU Juntang, ZHAO Yixi, LI Shuhui, et al. Effect of hemming angle on dimensional deviation during roller hemming process[J]. Forging & Stamping Technology, 2010, 35(3): 29-33. | |
| [14] | 卢鹏, 兰凤崇, 周云郊. 机器人铝合金滚边参数对其质量影响的研究[J]. 机械设计与制造, 2015(9): 101-103. |
| LU Peng, LAN Fengchong, ZHOU Yunjiao. Study on quality influence of roller hemming parameters about aluminum alloy roller hemming parameters by robot[J]. Machinery Design & Manufacture, 2015(9): 101-103. | |
| [15] | 张均华, 刘渝, 杨睿, 等. 滚压包边成形质量缺陷研究[J]. 制造业自动化, 2015, 37(6): 26-28. |
| ZHANG Junhua, LIU Yu, YANG Rui, et al. The research of quality defect of robot roller hemming[J]. Manufacturing Automation, 2015, 37(6): 26-28. | |
| [16] | 卢妍, 张宁红, 陈中春, 等. 汽车开启件滚边工艺缺陷控制方法研究[J]. 模具技术, 2015(4): 1-4. |
| LU Yan, ZHANG Ninghong, CHEN Zhongchun, et al. Research on defect control methods for robotic roller hemming process of autobody components[J]. Die and Mould Technology, 2015(4): 1-4. | |
| [17] | 李建军, 朱文峰. 基于SPH的平面曲线铝合金薄板滚压成形数值仿真与试验研究[J]. 机械工程学报, 2020, 56(24): 61-71. |
| LI Jianjun, ZHU Wenfeng. Numerical simulation and experiment of roller hemming-compression with flat surface-curved edge aluminum alloy sheet based on SPH[J]. Journal of Mechanical Engineering, 2020, 56(24): 61-71. | |
| [18] | 徐文欢. 车身覆盖件用折边胶涂覆质量问题分析及控制措施[J]. 汽车工艺与材料, 2019(3): 9-13. |
| XU Wenhuan. Quality problem analysis and control measures of hemming adhesive coating for automotive body panel[J]. Automobile Technology & Material, 2019(3): 9-13. | |
| [19] |
MOBARA S E H, GHOBADIAN R, ROUZBAHANI F, et al. Numerical simulation of non-rigid landslide into reservoir with erodible sediment bed using SPH method[J]. Bulletin of Engineering Geology and the Environment, 2021, 80(6): 4347-4366.
doi: 10.1007/s10064-021-02163-z URL |
| No related articles found! |
| Viewed | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Full text 710
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Abstract 2273
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||