上海交通大学学报 ›› 2023, Vol. 57 ›› Issue (2): 221-229.doi: 10.16183/j.cnki.jsjtu.2021.289
所属专题: 《上海交通大学学报》2023年“材料科学与工程”专题
杨苑铎a,b, 李洋a,b( ), 刘泽光a,b, 王凯峰c, 敖三三a,b
), 刘泽光a,b, 王凯峰c, 敖三三a,b
收稿日期:2021-08-05
修回日期:2021-09-25
接受日期:2021-10-20
出版日期:2023-02-28
发布日期:2023-03-01
通讯作者:
李洋
E-mail:liyang86@tju.edu.cn.
作者简介:杨苑铎(1997-),硕士生,从事CFRTP超声波焊接研究.
基金资助:
YANG Yuanduoa,b, LI Yanga,b(), LIU Zeguanga,b, WANG Kaifengc, AO Sansana,b
Received:2021-08-05
Revised:2021-09-25
Accepted:2021-10-20
Online:2023-02-28
Published:2023-03-01
Contact:
LI Yang
E-mail:liyang86@tju.edu.cn.
摘要:
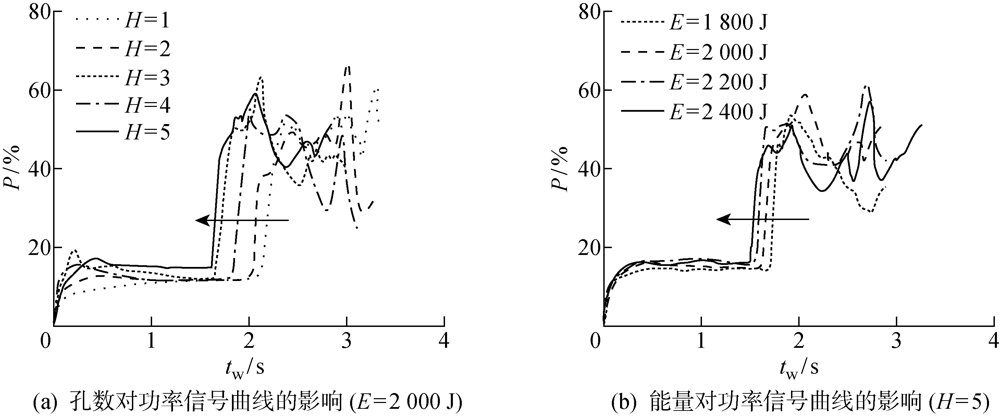
为了进一步提高碳纤维增强热塑性复合材料与轻量化金属之间的连接强度,提出一种新型超声波自熔铆焊方法.该方法通过超声波焊接将短碳纤维增强尼龙6(CF/PA6)熔化并压入铝合金板上预制的通孔内,从而实现CF/PA6与铝合金的连接,连接机制为机械自锁.实验结果表明,随着孔数增加,焊接的整体力学性能有所增加,最优焊接能量为 2 000 J,最高剪切强度为(58.9±7.1) MPa.依据焊接功率和焊头位移信号,可将超声波自熔铆焊过程分为3个阶段:压紧阶段、导能筋嵌入阶段和充孔阶段.当能量一定时,随着孔数增加,导能筋会更早嵌入CF/PA6中,且焊接时间缩短.相对于焊接能量,孔数对焊接过程的影响更大.得益于机械自锁的连接机制,该方法对金属种类没有限制,具有较为广阔的应用前景.
中图分类号:
杨苑铎, 李洋, 刘泽光, 王凯峰, 敖三三. CF/PA6与6061铝合金的超声波自熔铆焊[J]. 上海交通大学学报, 2023, 57(2): 221-229.
YANG Yuanduo, LI Yang, LIU Zeguang, WANG Kaifeng, AO Sansan. Ultrasonic Self-Fusion Rivet Welding of CF/PA6 to 6061 Aluminum Alloy[J]. Journal of Shanghai Jiao Tong University, 2023, 57(2): 221-229.
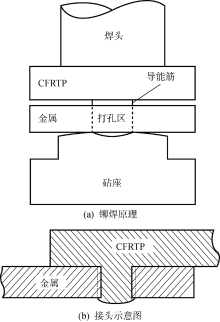
图1
超声波自熔铆焊示意图
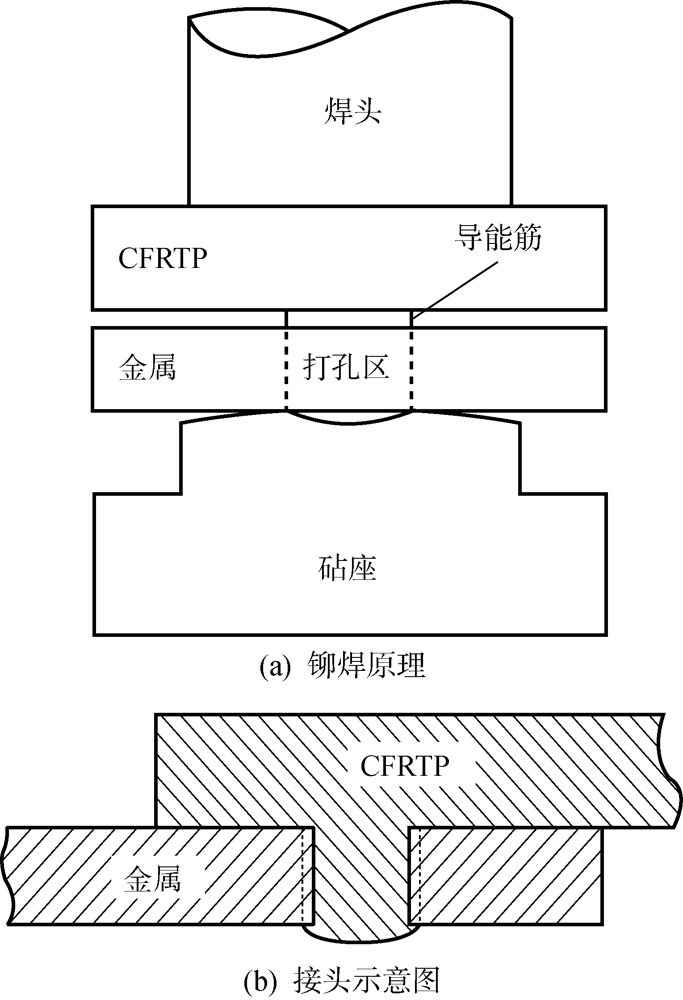
图2
打孔示意图

图3
无导能筋直接焊接(E=2 200 J)
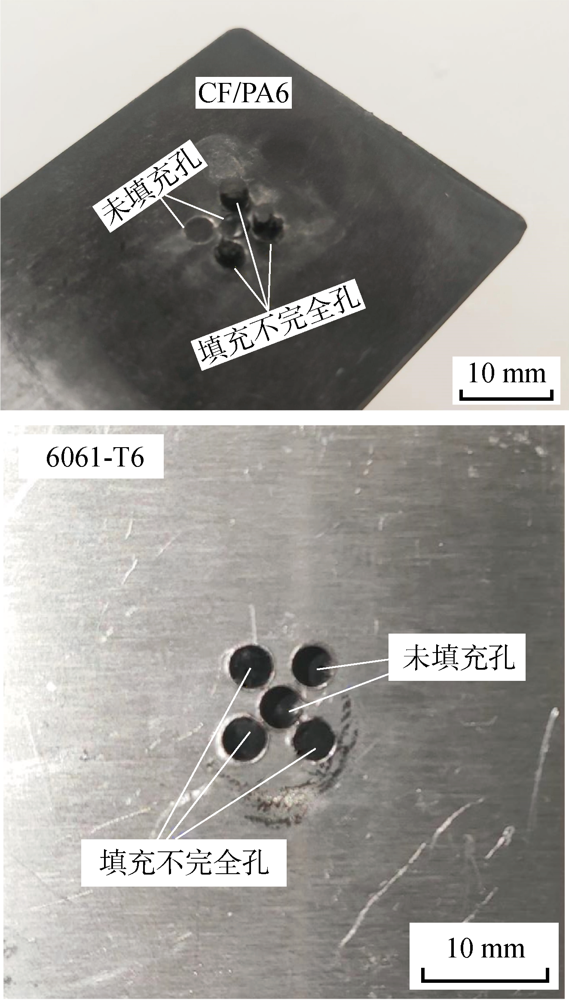
图4
导能筋形貌图
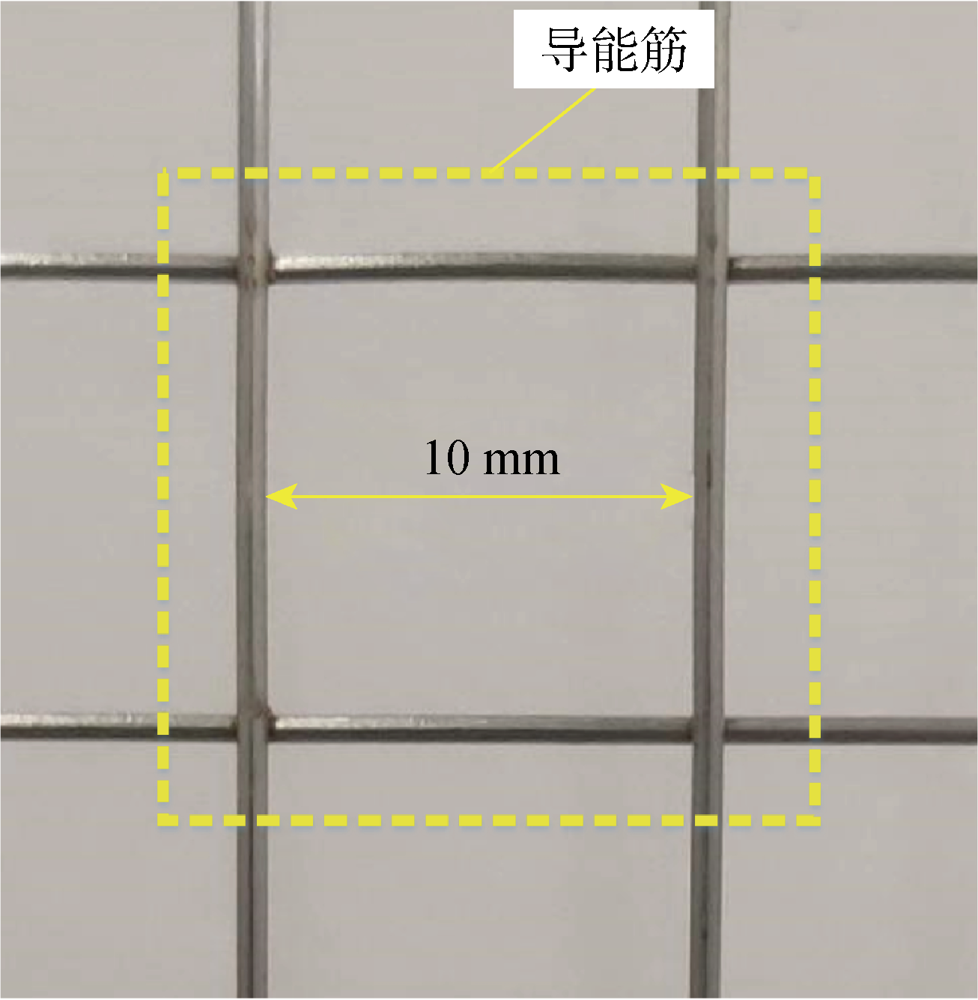
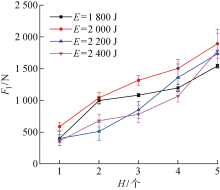
图5
接头失效载荷
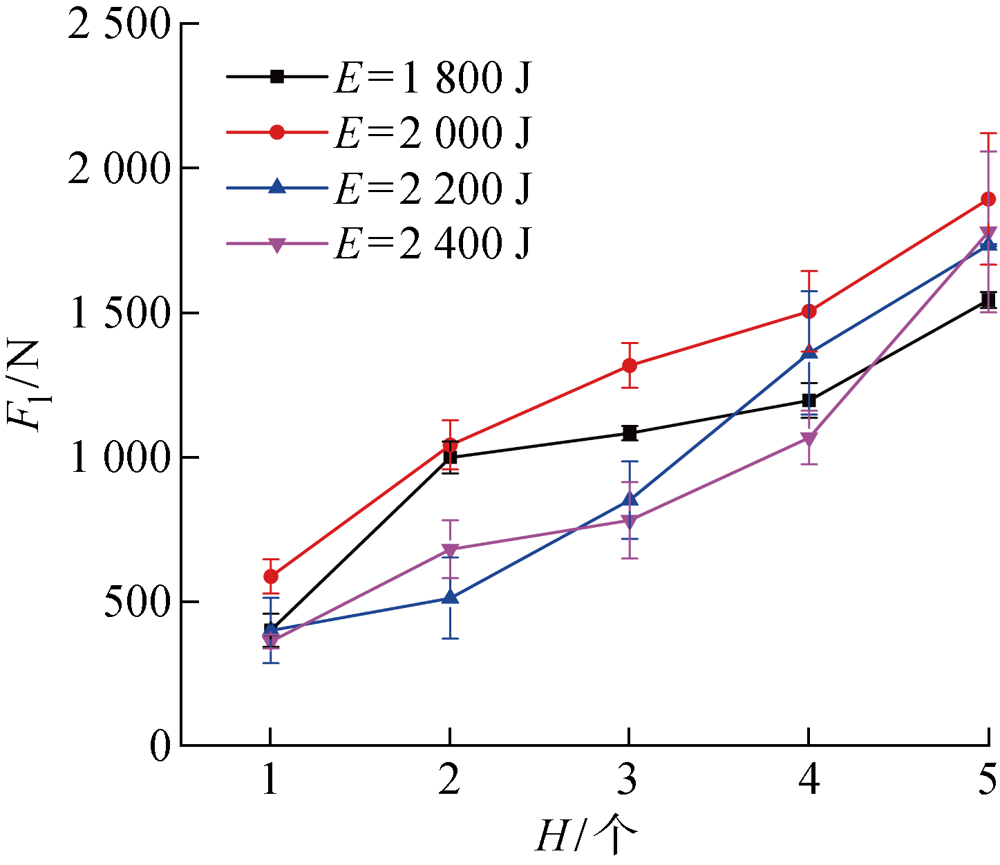
表1
不同工艺得到的塑料/金属最优接头强度
| 文献 | 材料 | 处理方法 | 最优接头强度/MPa |
|---|---|---|---|
| 文献[ | CF/PA6钛合金 | 对金属板进行氧化处理 | 约7.5 |
| 文献[ | CF/PA66016铝合金 | 对金属板表面进行激光处理 | 约14 |
| 文献[ | CF/PA6A1050铝合金 | 在金属表面制造纳米级尖锐凸起 | 24.9 |
| 文献[ | CF/PA67075-T6 | 对金属板表面进行纳秒激光处理 | 37.5 |
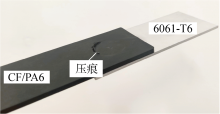
图6
焊接接头宏观形貌图
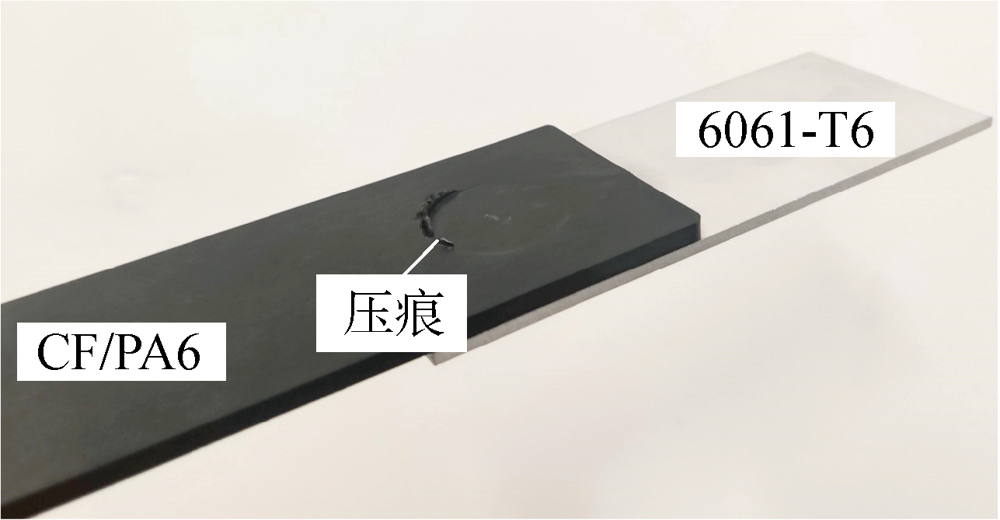

图7
接头两侧形貌

图8
焊接能量2 000 J时的接头宏观形貌
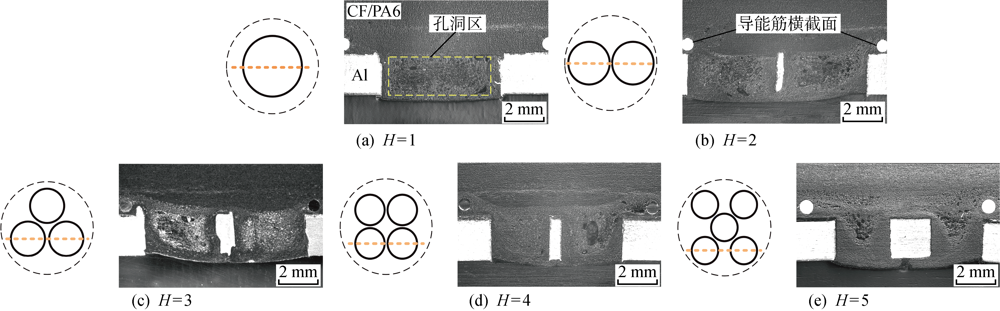
图9
铝合金板上加工5个孔时的接头宏观形貌
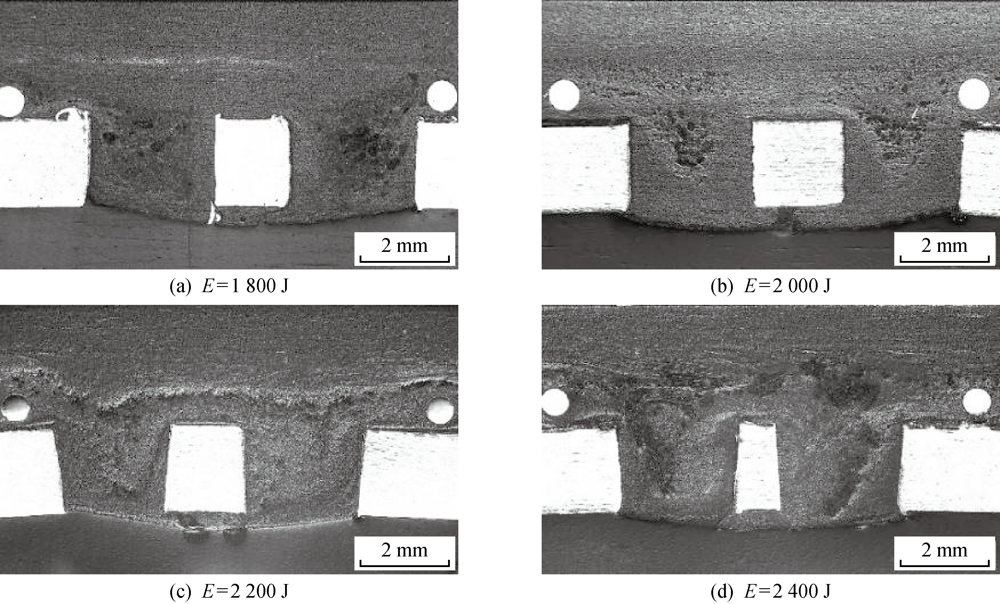
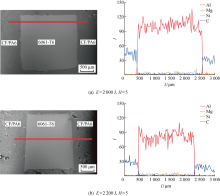
图10
能谱线扫结果图


图11
拉伸断裂后的铝侧
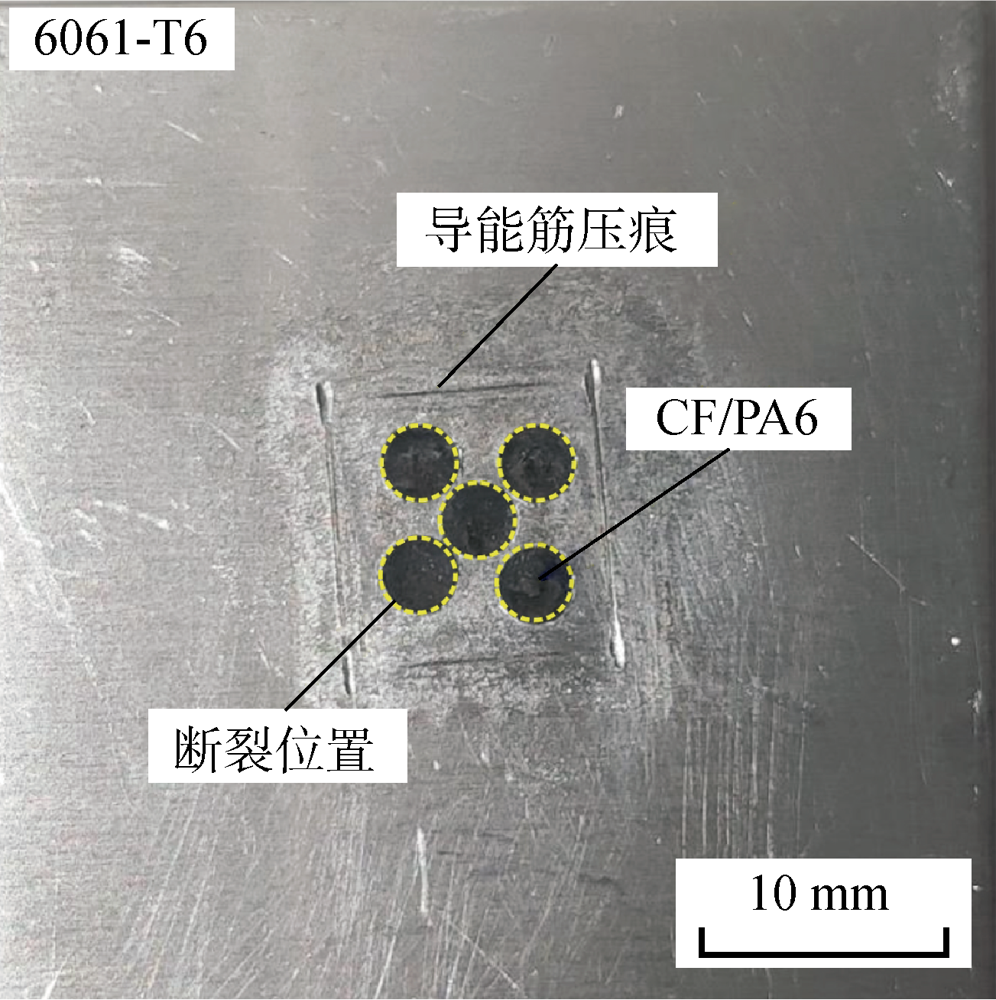

图12
焊接能量2 000 J时的接头宏观断口形貌
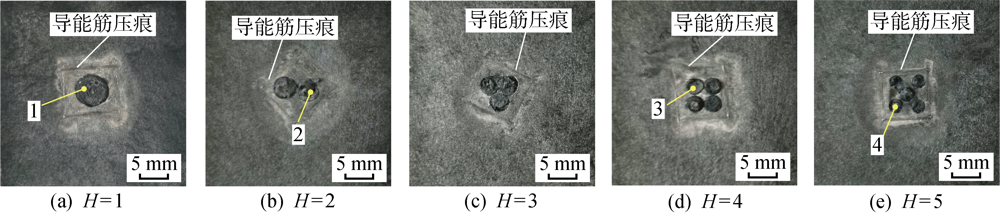
图13
断口形貌SEM结果
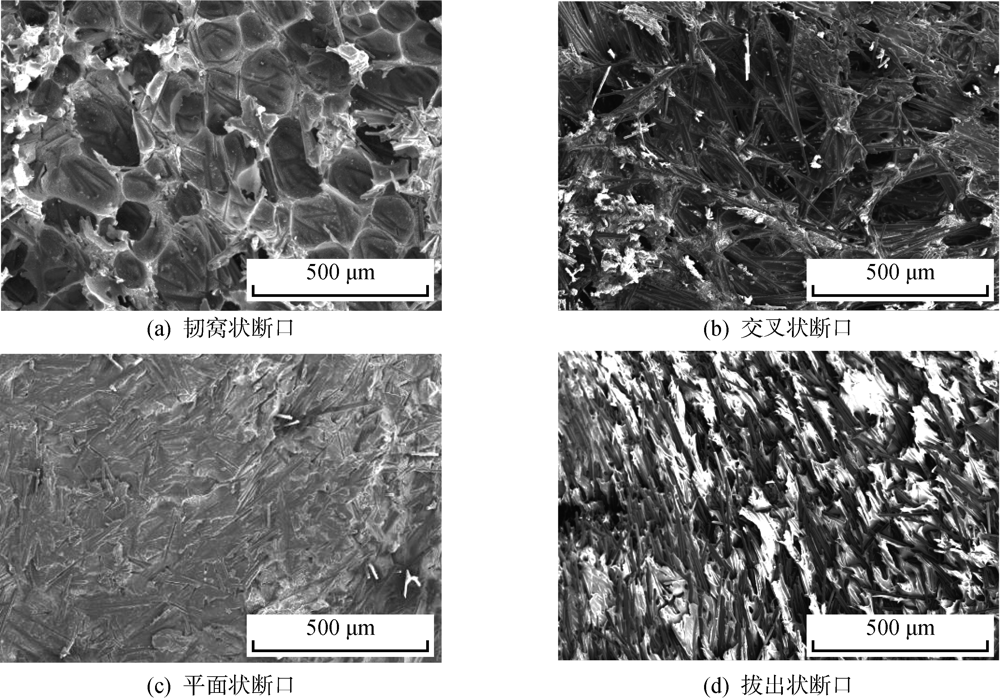
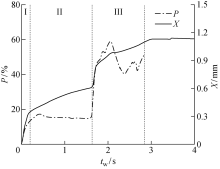
图14
典型的焊接功率与焊头位移曲线(E=2 000 J,H=5)
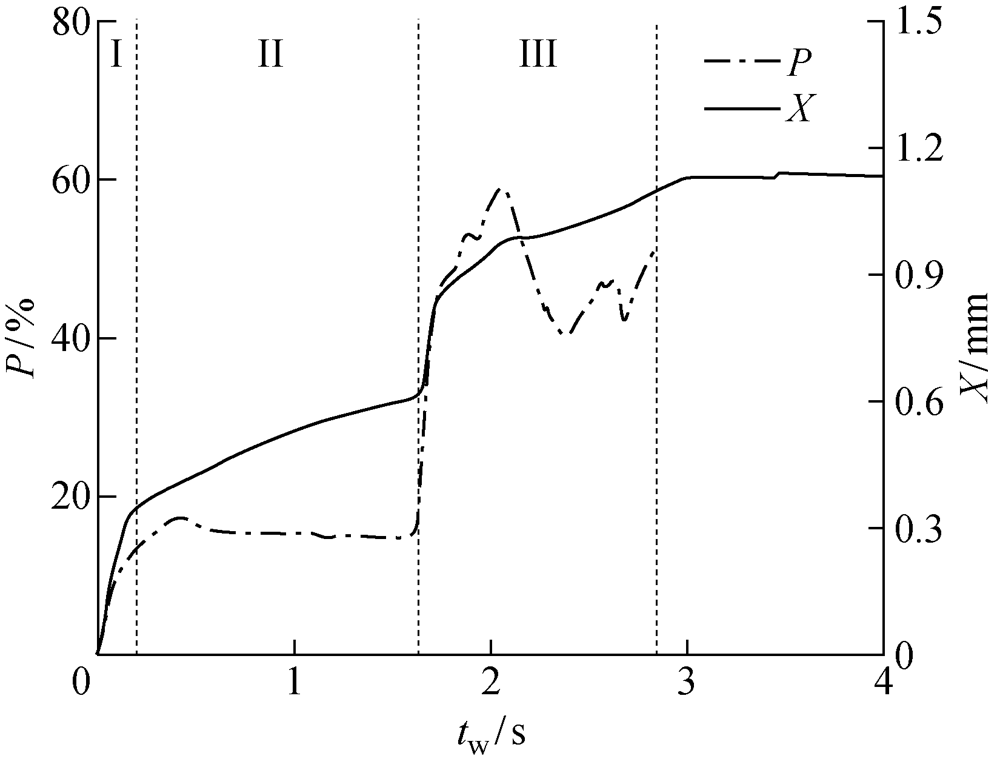

图15
焊接过程示意图


图16
焊接能量与孔数对焊接功率曲线的影响
| [1] | 张楠. 浅谈中国商用汽车节能与轻量化的意义与愿景[J]. 汽车文摘, 2020(10): 7-15. |
| ZHANG Nan. On the significance and vision of energy saving and lightweighting for commercial vehicles in China[J]. Automotive Digest, 2020(10): 7-15. | |
| [2] |
RAJAK D K, PAGAR D D, KUMAR R, et al. Recent progress of reinforcement materials: A comprehensive overview of composite materials[J]. Journal of Materials Research and Technology, 2019, 8(6): 6354-6374.
doi: 10.1016/j.jmrt.2019.09.068 URL |
| [3] | 方鲲, 孟秀青, 王建军, 等. 高性能化的碳纤维复合材料在汽车轻量化应用新进展[J]. 新材料产业, 2020, 315(2): 63-69. |
| FANG Kun, MENG Xiuqing, WANG Jianjun, et al. New development of high performance carbon fiber composites in automotive lightweight applications[J]. Advanced Materials Industry, 2020, 315(2): 63-69. | |
| [4] | 徐靖, 张伟. 塑料回收再利用技术研究进展[J]. 精细与专用化学品, 2019, 27(7): 10-14. |
| XU Jing, ZHANG Wei. Technical research progress for recycling of waste plastics[J]. Fine and Specialty Chemicals, 2019, 27(7): 10-14. | |
| [5] | 王庆, 卢家海, 刘钊, 等. 碳纤维增强复合材料汽车保险杠的轻量化设计[J]. 上海交通大学学报, 2017, 51(2): 136-141. |
| WANG Qing, LU Jiahai, LIU Zhao, et al. A lightweight design of carbon fiber reinforced plastic auto bumper[J]. Journal of Shanghai Jiao Tong University, 2017, 51(2): 136-141. | |
| [6] | 高科技纤维与应用. 日本成功研发世界首个碳纤维增强热塑性复合材料汽车底盘[J/OL]. (2017-12-31) [2021-07-21]. https://www.cnki.com.cn/Article/CJFDTOTAL-GKJQ201706019.htm. |
| Hi-Tech Fiber and Application. Japan successfully developed the world’s first carbon fiber reinforced thermoplastic composite chassis[J/OL]. (2017-12-31) [2021-07-21]. https://www.cnki.com.cn/Article/CJFDTOTAL-GKJQ201706019.htm. | |
| [7] | 陶威, 刘钊, 许灿, 等. 三维正交机织复合材料翼子板多尺度可靠性优化设计[J]. 上海交通大学学报, 2021, 55(5): 615-623. |
| TAO Wei, LIU Zhao, XU Can, et al. Multi-scale reliability-based design optimization of three-dimensional orthogonal woven composite fender[J]. Journal of Shanghai Jiao Tong University, 2021, 55(5): 615-623. | |
| [8] |
DAL CONTE U F, VILLEGAS I F, TACHON J. Ultrasonic plastic welding of CF/PA6 composites to aluminium: Process and mechanical performance of welded joints[J]. Journal of Composite Materials, 2019, 53(18): 2607-2621.
doi: 10.1177/0021998319836022 URL |
| [9] |
FRANCESCA L, CLAUDIO M, PAOLA L, et al. Ultrasonic spot welding of carbon fiber reinforced epoxy composites to aluminum: Mechanical and electrochemical characterization[J]. Composites Part B Engineering, 2018, 144: 134-142.
doi: 10.1016/j.compositesb.2018.02.026 URL |
| [10] |
SARANTINOS N, KOSTOPOULOS V, VITA G D, et al. Micro-pins: The next step in composite-composite and metal-composite joining[J]. CEAS Space Journal, 2019, 11: 351-358.
doi: 10.1007/s12567-019-00251-1 URL |
| [11] | JIAO J K, JIA S H, XU Z F, et al. Laser direct joining of CFRTP and aluminium alloy with a hybrid surface pre-treating method[J]. Composites, 2019, 173(15): 106911. |
| [12] |
ABE H, CHUNG J C, MORI T, et al. The effect of nanospike structures on direct bonding strength properties between aluminum and carbon fiber reinforced thermoplastics[J]. Composites Part B: Engineering, 2019, 172: 26-32.
doi: 10.1016/j.compositesb.2019.05.025 URL |
| [13] |
VOLKOV S S. Joining thermoplastics with metallic and non-metallic materials[J]. Welding International, 2013, 27(2): 163-166.
doi: 10.1080/09507116.2012.695551 URL |
| [14] | 姜春阳, 吴利辉, 常云龙, 等. 铝合金与树脂基复合材料的铆接/搅拌摩擦搭接复合焊接[J]. 航空学报, 2022, 43(2): 150-160. |
| JIANG Chunyang, WU Lihui, CHANG Yunlong, et al. Hybrid welding of riveting/friction stir lap joining for aluminum alloy to resin-based composite[J]. Acta Aeronautica et Astronautica Sinica, 2022, 43(2): 150-160. | |
| [15] | LI Y Q, HU S X, SHRIVER D, et al. Ultrasonic welding of dissimilar sheet materials: US, 20180272618 A1[P]. 2018-09-27 [2021-08-05]. |
| [16] | TAMURA R, YASUDA K. Ultrasonic joining of carbon fiber reinforced thermoplastic and Ti alloy[C]// 2018 IEEE CPMT Symposium Japan. Kyoto, Japan: IEEE, 2018: 135-138. |
| [17] | BENATAR A, GUTOWSKI T G. Ultrasonic welding of PEEK graphite APC-2 composites[J]. Polymer engineering & Science, 1989, 29(23): 1705-1721. |
| [1] | 谢敏骐, 肖慈恩, 卞嘉鹏, 刘亚坤, 范寅, 陈秀华, 刘力博. 热塑性复合材料的电弧附着特征[J]. 上海交通大学学报, 2023, 57(9): 1214-1220. |
| [2] | 祝 楷, 熊柏青, 闫宏伟, 张永安, 李志辉, 李锡武, 刘红伟, 温 凯, 闫丽珍, . 辊道传送速度对大规格铝合金厚板应力分布及演变影响的数值模拟研究[J]. J Shanghai Jiaotong Univ Sci, 2023, 28(2): 255-263. |
| [3] | 余小鹏, 王紫旻, 于忠奇, 罗益民, 郁立. 铝合金半球壳拉深-旋压复合成形工艺仿真[J]. 上海交通大学学报, 2023, 57(10): 1329-1336. |
| [4] | 冉津宇, 王凤琪, 于忠奇, 杜陈阳, EVSYUKOV S A. 铝合金球面薄壁件激光辅助剪切旋压成形实验[J]. 上海交通大学学报, 2023, 57(10): 1337-1345. |
| [5] | 李元辉, 李建军, 王顺超, 张珑耀, 朱文峰. 铝合金薄板含胶滚压成形工艺建模及实验[J]. 上海交通大学学报, 2022, 56(4): 532-542. |
| [6] | 王烨成, 李洋, 张迪, 杨越, 罗震. 碳纤维增强热塑性复合材料与高强钢的电阻单元焊[J]. 上海交通大学学报, 2022, 56(10): 1349-1358. |
| [7] | 周宇, 赵勇, 于忠奇, 赵亦希. 交叉内筋薄壁筒体错距旋压成形数值仿真[J]. 上海交通大学学报, 2022, 56(1): 62-69. |
| [8] | 何利华, 潘建峰, 倪敬, 冯凯, 崔智. 压铸铝合金用铣刀表面微织构及切削特性研究[J]. 上海交通大学学报, 2021, 55(6): 750-756. |
| [9] | 杜慧敏,罗震,敖三三,张禹,郝志壮. 5052铝合金电阻点焊电极形状对电极寿命的影响[J]. 上海交通大学学报, 2019, 53(6): 708-712. |
| [10] | 何冠中,楼铭,马运五,李永兵. 铝钢电阻单元焊接头力学性能模拟[J]. 上海交通大学学报, 2019, 53(5): 616-623. |
| [11] | 杜陈阳,孔庆帅,赵亦希,于忠奇. 薄壁球面构件普旋法兰起皱预测方法评价[J]. 上海交通大学学报(自然版), 2019, 53(4): 431-437. |
| [12] | 李萍,张凯,王薄笑天,薛克敏. 7A60铝合金搅拌摩擦加工组织及性能[J]. 上海交通大学学报, 2019, 53(11): 1381-1388. |
| [13] | 李雪龙,于忠奇,赵亦希,EVSYUKOV S A. 多道次普旋预成形阶段法兰起皱预测[J]. 上海交通大学学报, 2019, 53(11): 1375-1380. |
| [14] | 刘若凡, 于忠奇, 赵亦希, EVSYUKOV S A. 法兰约束条件下铝合金杯形件的旋压成形性能[J]. 上海交通大学学报, 2019, 53(1): 105-110. |
| [15] | 王永光1,吴中华2,赵永武2,陈瑶1,刘萍2,陆小龙1,朱玉广1. 超声波协同作用下非离子表面活性剂 对铝合金抛光后清洗的影响[J]. 上海交通大学学报(自然版), 2018, 52(5): 582-586. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||