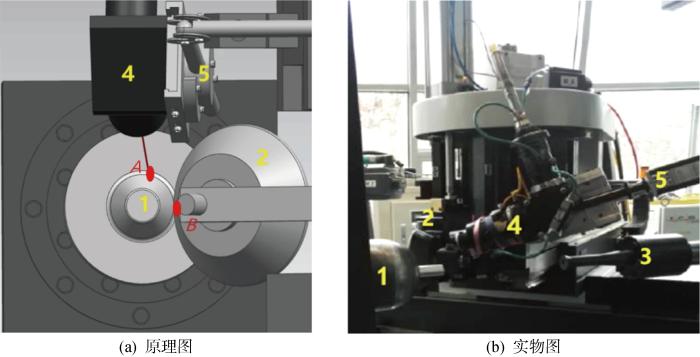
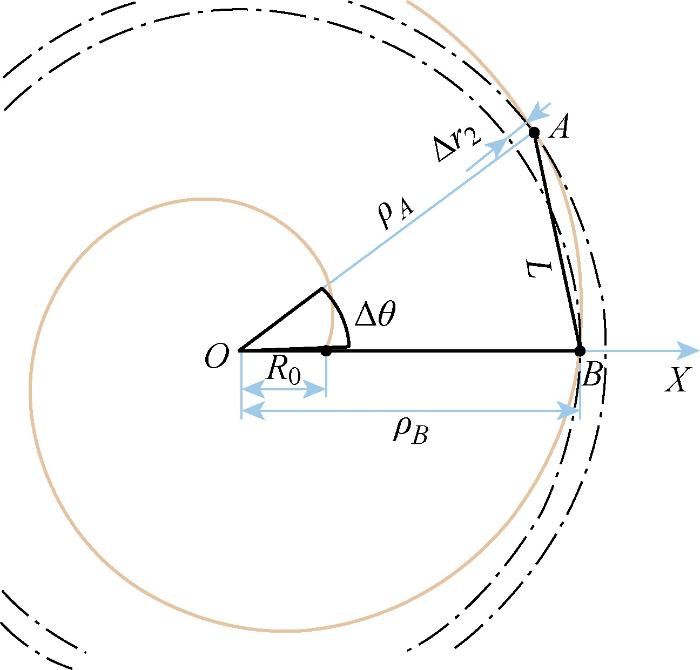
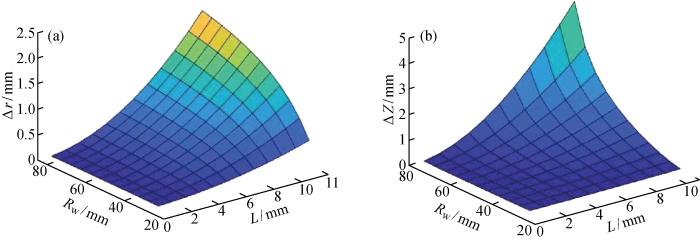
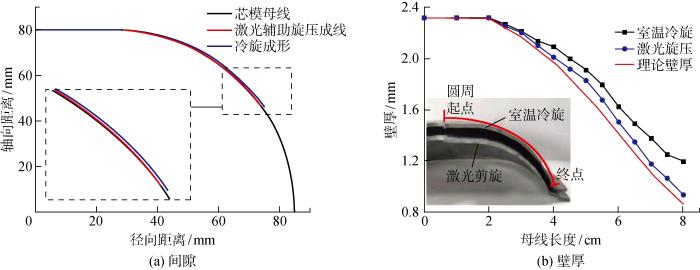
Thermal energy field is the main way to improve the formability and dimensional precision of components in sheet forming. In order to solve the temperature fluctuation of traditional heat sources, a well-controlled laser heat source was introduced into sheet metal shear spinning to improve the spinnability and forming accuracy by matching local deformation with local heating reasonably. Laser-assisted shear spinning facility was built based on the existing spinning machine, and a model of laser irradiation point drift of ellipsoidal components under the rigid connection of laser heat source was established to analyse the optimal region of laser thermal field loading. The theoretical analysis shows that, during laser-assisted spinning, the rigid connection can be deemed as precise heating under the condition of mandrel with small variation of section circle radius. Subsequently, laser-assisted shear spinning tests on the thin-walled aluminum alloy ellipsoidal components were conducted. The results show that, compared with cold spinning, the laser assisted method extends the spinnability of difficult-to-deformation material in shear spinning and significantly improves the precision and thickness of the spun thin-walled components, which verifies the feasibility of the developed test setup and process design method.
Keywords:aluminum alloy;
thin-walled component;
laser assisted spinning;
formability;
process design
冉津宇, 王凤琪, 于忠奇, 杜陈阳, EVSYUKOV S A. 铝合金球面薄壁件激光辅助剪切旋压成形实验[J]. 上海交通大学学报, 2023, 57(10): 1337-1345 doi:10.16183/j.cnki.jsjtu.2022.166
RAN Jinyu, WANG Fengqi, YU Zhongqi, DU Chenyang, EVSYUKOV S A. Experiment of Laser Assisted Shear Spinning for Aluminum Alloy Spherical Thin-Walled Parts[J]. Journal of Shanghai Jiaotong University, 2023, 57(10): 1337-1345 doi:10.16183/j.cnki.jsjtu.2022.166
Large-sized thin-walled and special-curved surface heads are the urgent needs of aerospace and aviation industry for its high-performance and lightweight. Spinning-quenching is one effective integral forming process to manufacture these components. However, the spinning of large-sized thin-walled and special-curved surface head is one of the complicated local loading/unloading processes under the action of multi-parameters and their coupled effects. In this process, the heads are very prone to produce forming defects, such as local damage rupture, flange wrinkling, local bulge, and unfitting. Additionally, the quenching treatment after spinning will lead to heavy quenching distortion and residual stress, thus seriously deteriorate the material performance. In this work, a finite element model for the whole process of spinning-quenching are established. Based on the model, the distribution and evolution of stress and strain field of the large-sized thin-walled and special-curved surface heads during spinning process is analyzed. In order to obtain the effect laws of process parameters on flange circumferential compressive stress, the mechanism of flange wrinkling is investigated, and a method of controlling the flange wrinkling is proposed. The effect laws of the thickness variation of slabs on deformation quality are investigated. The quenching residual stress and distortion of the large sized thin-walled and special-curved surface heads are also studied.
KRATKYA.Laser assisted forming techniques[C]//XVI International Symposium on Gas Flow, Chemical Lasers, and High-Power Lasers. Gmunden, Austria: SPIE, 2007: 323-333.
KLOCKEF, WEHRMEISTERT.Laser-assisted metal spinning of advanced materials[C]//Proceedings of the 2nd International WLT-Conference Lasers in Manufacturing. Munich, Germany: LIM, 2003: 195-200.
BIERMANNT, GÖTTMANNA, ZETTLERJ, et al.Hybrid laser-assisted incremental sheet forming-Improving formability of Ti-and Mg-based alloys[C]// Proceedings of the 5th International WLT-Conference on Lasers in Manufacturing. Munich, Germany: LIM, 2009: 273-278.
MOHAMMADIA, VANHOVEH, VANBAEL A, et al.Influence of laser assisted single point incremental forming on the accuracy of shallow sloped parts[C]// The 9th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes. New York, USA: AIP Publishing, 2013.
Fracture is the main failure mode during shear spinning. The investigation of Oyane criterion based on constitutive mode of compression plastic deformation is proposed according to the stress state of the deformation zone during shear spinning to realize the accurate prediction of fracture. The Oyane ductile criterion is coupled to the finite element model of shear spinning of DP600 high strength steel based on the secondary development through the subroutine VUSDFLD of software, ABAQUS. The damage integral calculation of Oyane ductile criterion and the judgment of fracture threshold during shear spinning are carried out. The spinning experiment with ellipsoid mandrel is carried out to verify the simulation results of fracture prediction. The results show that the fracture position during shear spinning predicted by Oyane criterion is located in the deformed zone near the deformation zone and distributed uniformly along the tangential direction, which is in good agreement with the experimental result. However, the relative error of the maximum thinning ratio between the simulation and experiment reaches to 33.8%. Therefore, a modified ductile fracture criterion based on the Oyane criterion for fracture prediction during shear spinning is proposed by considering the influence of mean stress and maximum shear stress on the ductile damage process. The results show that the relative error of maximum thinning ratio predicted by the modified criterion is only 15.9%, which is decreased by 17.9% compared with the Oyane ductile fracture criterion. The ductile fracture criterion applied to metal shear spinning is obtained, which can provide the theoretical basis for the accurate prediction of fracture during metal shear spinning.
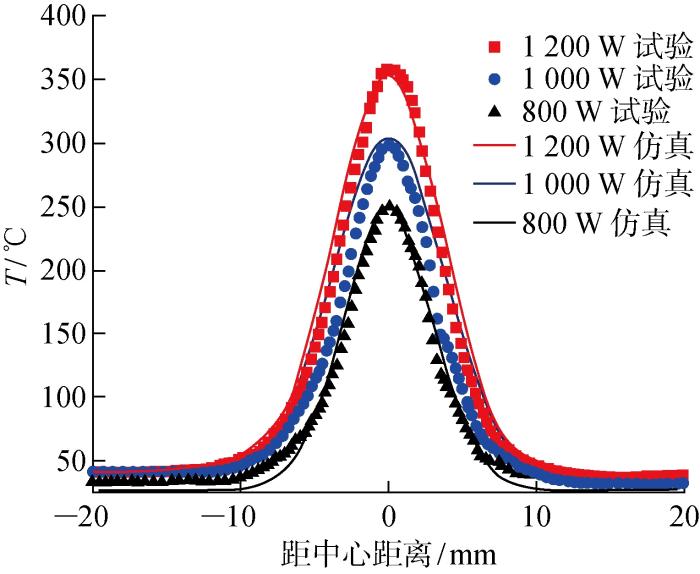
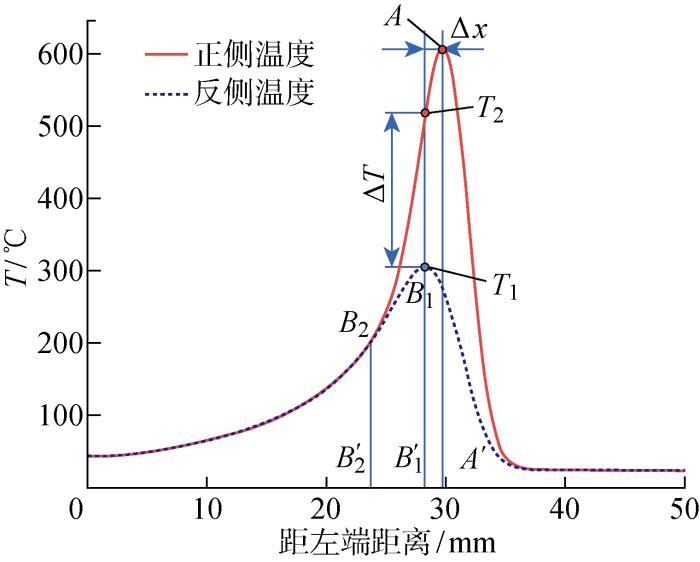
DUChenyang, YUZhongqi, ZHOUYu.Experimental study on influence of laser parameters on temperature field of aluminum-lithium alloy sheet[C]//The 16th National Annual Conference on Plastic Engineering. Taiyuan, China: CSTP, 2019: 19-20.
WANGF Q, RANJ Y, DUC Y, et al.Study on laser-assisted spinning of aged Aluminum alloy sheet[C]//Proceedings 30th Anniversary International Conference on Metallurgy and Materials. Brno, Czech Republic: Scopus, 2021: 199-204.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}